如何在车床上完成只有磨床才能达到的零件加工精度要求
通过对高精密钛合金零件图样的仔细研究,确定了加工方案和工艺参数,利用现有的普通车床设备,最终顺利完成了零件的加工,实现了在车床上完成只有磨床才能达到的加工精度要求。
1.加工难点分析
有一批来自某光机所的生产任务,该任务无论在加工材料、还是在加工精度上,都是一种全新的挑战,其中凸透镜旋转轴(见图1)的加工存在以下难题:
(1)凸透镜旋转轴采用的是钛合金材料,由于其强度大、硬度高,加工时极易产生表面硬化层,而且材料导热系数小、弹性模量小,切削时加工表面的回弹量很大,造成刀具后刀面的剧烈摩擦、粘附和粘结磨损。
(2)在保证外形加工精度的同时, 零件两端同轴度要求0.006mm,这对于现有机床来说,几乎是难以达到的。因为现有机床在启动后,自身主轴跳动已>0.01mm,在这样的机床上完成加工任务难度可想而知。
(3)零件外形和孔的尺寸精度要求都非常高,分别为0.005mm和0.01mm,要求表面粗糙度值Ra=0.8μm。正常情况下需要在磨床上加工才能实现该图样要求。由于分厂内没有磨床设备进行精密加工,于是该任务必须由车床来完成。加工前首先对图样进行了仔细的研究,分析了多种加工方案,最终决定采取如下方法进行加工。
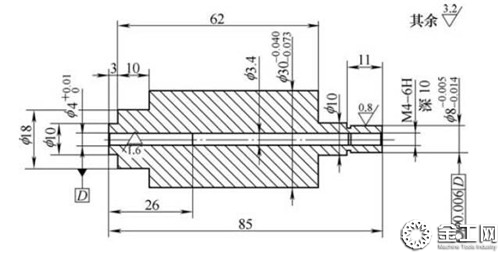
图1
2.工艺参数的选择
根据钛合金材料特性,优选强度性能高、耐磨损性能较好、牌号为YW系列的刀具材料进行加工。
(1)刀具参数:选用主偏角为90°的正反外圆偏刀和横槽车刀各一把。在保证刀具切削强度的同时,为减小切削阻力,防止材料在切削过程中过热变形,刀具前角选择较大的20°——25°。为避免刀具后刀面在切削过程中与零件表面的急剧摩擦、粘结,刀具后角选择为5°——8°。
(2)切削参数:由于钛合金材料导热系数低、弹性模量小,加工过程中易产生粘结,所以在加工中切削参数值不易设置过大,主轴转速选择在350——500r/min,不宜过高。背吃刀量和进给量粗车时选择大一些,精车时选择小一些。
3.加工工艺方法
(1)粗车:首先使用横槽车刀将零件两端外形进行粗车(见图2),单边留余量0.5mm。由于横槽车刀切削过程中阻力小、易断屑,所以使用横槽刀对两端外图1形粗车效果较好。但由于钛合金材料在加工中极易热变形,所以在切削过程中必须使用切削液进行充分冷却。

图2
(2)半精车:待零件彻底冷却后,再使用90°外圆偏刀将零件的基准外圆车出,通过软爪夹持零件外形,利用微米杠杆表校正零件外形(见图3),使圆跳动达到0.005mm以内,对零件一头进行加工,不能一次加工到位,单边留余量0.1——0.2mm。

图3
(3)精车:①零件外形余量切除后,钻孔、镗孔,保证尺寸和精度要求。再次校正零件外形,保证尺寸精度在0.005mm以内,精车外形留余量0.05mm。由于双顶以两端内孔为定位基准,且零件最终精车前的外形余量较小(0.05mm),所以钻孔和镗孔与精车外形在一次装夹找正中完成,并做好孔口倒角,为下一道双顶工序做好准备。②在机床上车一顶尖,将零件通过双顶的方法,使用正反偏刀对两头外形进行精车(见图4),抛光零件外形,达到表面粗糙度值Ra=0.8μm的要求。
4.结 语
采用此加工工艺方法,最终顺利完成了零件的加工。通过检测,零件各尺寸精度和形位公差均达到了设计图样要求。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈



