车铣复合加工全新技术 引领金属加工高效生产
近年来,数控机床已经被广泛接受和使用,但金属切削机床的发展依然过于传统,特定机床都按照车削、铣削和钻削等各自的功能进行发展。如果夹持铣刀或钻头这类旋转刀具的加工中心能整合用于数控车削加工,那么通过减少工件的装夹次数以及从这台机床移至另一台机床的次数,可缩短停机时间,提高加工效率;这种增效诉求,引发了在传统数控车床上加装旋转动力头的变革,也由此实现了车铣复合加工。
车铣复合加工顾名思义,就是以车削功能为主,兼备铣削功能的加工形式,称之为车铣复合加工。数控车铣复合是建立在传统数控加工方式上的一种新型加工方法,在采用新型的加工技术工艺的同时也提高了生产工件的精度及效率,和传统的数控加工相比数控车铣复合中心的优势主要体现了减少装夹次数,提高加工精度、缩短产品制造工艺链,提高生产效率以及少占地面积,降低生产成本等几个方面。复合加工技术的推广应用对多品种、小批量生产工艺流程产生了重要影响。
我们不难看出这种机床一经问世,就发展迅速。从近几届机床展会上不难看出,复合加工中心展品是越来越多,技术和工艺水平也越来越高,形式也会呈多样化。自动化技术和铣车复合加工技术变得越来越重要。面对加工任务越复杂和越多样化,机床需要更高柔性。那么什么样的全功能高科技机床,同时也能满足个性化加工任务和自动化需求,才是最佳解决方案呢?下面就由国际金属加工网小编为广大用户汇总整理业内最具代表性的车铣复合加工创新产品与解决方案。
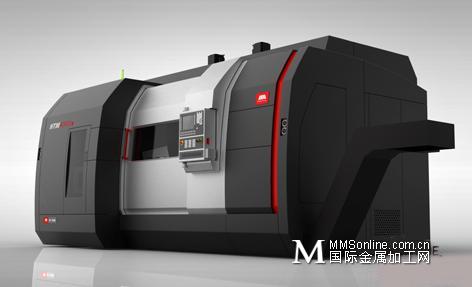
DMG MORI车铣全套加工 CTX beta 800 TC
车铣复合完整加工机床,配全新超紧凑型并获专利的车铣主轴

全新CTX beta 800 TC拥有车铣复合加工的最高灵活性,最大工件直径可达500 mm和车削长度可达850 mm。 该机采用全新统一风格设计,拥有更强功能和更高保值性。 技术参数同样耀眼。 Y轴行程200 mm。 该机的一个重要部件是直接驱动的B轴,摆动范围达110°。 该机配全新超紧凑的车铣主轴。 该主轴的紧凑结构设计使它能集成在夹刀的弹出缸筒中,仅350 mm的长度,扭矩达到120 Nm。 与常规主轴相比,这款新主轴扭矩高20%,加工区大170 mm。 而且,由于可用标准刀加工倾斜面和孔,因此能节省刀具成本。 CTX beta 800 TC不仅极大地提高了通用性,而且价格也富有竞争力,因此是小型工件高效车铣复合加工的理想选择。 不仅如此,全球首发机型更配了DMG MORI的CELOS系统。 CTX beta 800 TC配CELOS系统,21.5" ERGOline®控制面板和SIEMENS系统,并将在2014年5月上市。 该机标配的数控系统为Operate 4.5版的SIEMENS 840D solutionline,它配19" ERGOline®控制面板。 选配的11个加工循环使该机能满足大量应用要求。 因此,编程时间可缩短60%。
杭州友佳HT-30SY车铣复合加工机

HT-30SY型车铣复合加工机是友嘉实业集团最新开发出的新一代车铣复合加工中心。设计为30°硬轨斜床身结构,在其上作X向和;各导轨面都采用传统工艺进行人工刮研;动力刀塔采用伺服电机驱动,曲齿离合器精密定位;;?尾座也采用伺服电机驱动,快速灵敏,定位精确;;工件最大加工直径φ256mm,最大加工长度70;复合加工机采用FANUC18i-TB数控系统。
大隈机床龙门铣车复合加工中心 VTR-A系列

VTR-A系列以凭高刚性、高精度而获高度好评和信赖的龙门加工中心为基础,车削主轴(工作台)采用了大直径的圆筒滚柱轴承和推力轴承、高刚性滑枕构造的旋转刀具主轴中采用了内置式电机以实现低振动和高精度的旋转,是最适用于交通运输和能源关联产业中要求效率化和环保的生产设备。VTR-A系列中有4种机型的工作台直径即 1250、1600、2300、3000,加工能力在材质S45C中也很强大:车削能力10mm(滑枕外伸600mm)、铣削加工能力317cm/min(滑枕外伸550mm)。
沈阳机床 HTM40100H卧式车铣加工心
该机为五轴联动,是一台集成车、铣、钻、镗、攻丝等功能于一体的高工艺性能的设备,适用于航空、航天、军工、船舶等领域的形状复杂、精度要求高的异形回转体零部件的加工。该机是“高档数控机床与基础制造装备”科技重大专项中研究和开发课题之一,展机现场加工试件为叶片。机床的结构、性能及特点如下:
采用45°整体倾斜式铸造床身,排屑性能好;波浪筋结构使应力分布均匀,保证了机床整体的吸振性、稳定性和高刚性;
主轴配置高刚性轴承,主轴箱设计有了散热片,保证了在高速、
长时间工作的情况下的机床精度的稳定性;
导轨为大跨距、大截面设计,加强筋采用有限元设计,可靠的保证了滑鞍的刚性和稳定性;
立柱的内部筋为流线型,外部筋为六角形,使得立柱具有良好的刚性和吸振性;
分离式Cf轴由交流伺服电机和零背隙减速机驱动,液压端面夹紧,闭环控制;
工件最大旋转直径φ700mm,最大车削直径φ400mm,X/Y/Z/B/C轴行程:520mm/-100~+150mm/1100mm/-100°~+100°/360°;
大连机床:VHT系列立式车铣复合加工中心

VHT800立式车铣复合加工中心是一台采用西门子840D数控系统控制,五轴(X轴、Y轴、Z轴、C轴、A轴)联动的全闭环控制的立式车铣复合加工中心。适用于能源、汽车、工程机械、模具、高精密仪器等民用工业等行业,以车铣加工为主体,可实现车、铣、钻、镗等多种工序,适用于复杂零件的高精度五面完整加工。VHT800产品在工艺、系统之间搭建起了桥梁,将车削和铣削功能集成到一台高性能机床之中。
因代克斯:TNC65数控车铣复合中心

TNC65数控车铣中心,采用 FESTO(费斯托)桁架机械手,通过2个C轴、1个Y轴,以及双刀塔上的动力刀具,可完美的一次性完成工件的全部加工。从而将高性能和高可靠性相结合,随时可根据用户的需求应对每一种加工要求。
TNC65是一款具有双主轴、双刀塔,共8个NC轴的数控车铣中心。它能够同时对装夹在2个主轴上的工件进行同步加工,使得被加工的零件能够在一次装夹之下完成全部的车、铣、钻孔、攻丝和切断等加工工序。这不仅避免了零件在加工过程中因更换卡具而引起的误差,同时还大大减少了加工时间,大幅度提高了生产效率。这种机床特别适合大批量加工形状复杂、精度高的零件,在汽车制造、航空航天及国防军工等领域具有广泛的应用前景。与此同时,TNC65数控车铣中心也为中国双主轴、双刀塔数控车铣中心制定了技术标准。
哈挺:高性能立式加工中心BRIDGEPORT Conquest V1000

Conquest V1000机床采用了加强型的C型床身结构,Y轴行程更是达到了610mm,增大了机床的加工区域。在机床的重载切削测试中,V1000机床的加工消效率可以达到GX 1000 Plus机床2倍左右。机床精度则继续保持高水准,全行程定位精度为0.008mm,全行程重复定位精度为0.004mm。
Conquest V1000提供了丰富的机床配置,如Mitsubishi/Fanuc/Siemens三种主流的CNC控制系统,8000/12000/15000转等不同转速的主轴,和不同容量的自动刀库,20/50/70bar的高压冷却系统等等,可以满足细分市场的具体需求。
台湾崴立VTC1600大型立式车铣复合加工机

该机床采用大型双柱立车机构,配置崴立公司五面体加工机的卧铣头模组和该公司专利-Cs轴背隙驱动装置,可一次装夹完成大、中型复杂零件的车、铣、磨多工序加工。横梁同步双伺服驱动,可在行程中任意位置定位,这样,在重切削时可有效减少滑枕的伸出量;横梁夹紧力达18t,垂直快移速度达2m/min; 立、卧主轴头自动转换;工作台电机功率强大,静压支承,可实现重载荷强力切削; 拥有专利技术的组合式刀库,可根据用户需求任意组合,弹性配置刀具;各导轨面均为人工铲刮研,用这种传统工艺来加工工作结合面,精度保持性好。
齐重数控HDVTM160高精度立式铣车复合加工中心

此产品为工作台移动式立式铣车复合加工中心,具有七轴控制五轴联动 功能,既能完成大型立车所具有的车铣功能,又能完成大型龙门铣床所具有的铣削功能,工件一次装夹后可完成车、铣、钻、镗、攻丝等多种工序加工。该机床为国家重大科技专项成果产品。
综上所述,我们能看到各大机床企业致力于以客户满意为为研发生产的愿望和出发点,把复合化、高速化、高精度及省力化贯彻于产品生产制造的全过程。各个机床企业能够更加精准的对准目标客户的需求,更加关注行业应用加工的深度和难度,为满足客户的多样化要求提供更多的产品选择。随着车铣复合加工逐渐深入到金属加工的各个领域,想必智能技术的融入也势在必行。我们瞻望其发展前景,应该是车、铣、磨、插、滚、激光等工序的越来越多的复合。相信车铣复合加工中心技术的应用会越来越广泛,并朝着更高的精度、更高的效率、更广的工艺范围和模块化方向发展。
(国际金属加工网 串爱国)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

