硬质合金铣削精准表面
【编者按】硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。它具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。
由于硬质合金制成的常备部件有出色的抗磨损性,所以往往被广泛应用于各个行业和领域——同样也应用于冲压模具和改型刀具上。“硬质合金主要应用于有特殊的耐磨要求的模具和部件领域,”MPK特殊工具责任有限公司总经理Reiner Kirschner先生这样解释。作为改型工具的制造专家,MPK特殊工具责任有限公司准确的知道,对于加工硬质合金来说最重要的是什么。这家公司同时还拥有丰富的硬质合金切削加工经验。
与此同时,硬度在900至2200维氏硬度之间的硬质合金的铣削加工也为设备和工具带来了巨大的挑战:硬质合金的加工性能取决于粘合剂的结构和比重以及钨体的平均尺寸。同样的,与普通材料相比,铣削硬质合金的切削刃的负荷明显要高得多。
专家知道该做些什么
为了克服硬质合金铣削加工的以上挑战,必须将所有因素考虑在内,确保一切因素的协调性:用户的经营策略、机器设计、主轴稳定性、工具几何形状、切屑形成、切屑参数、冷却等各种因素。
Reiner Kirschner先生这样说道:“这台设备起着决定性的意义。为了这项创新技术,我们将我们的设备升级到了Makino iQ300。”这台带有无振动主轴的高精度数控立式加工中心主要用于加工精密零件和模具,能够对硬质金属表面进行最精细的加工,达到非常高的表面加工质量。由于其良好的热稳定性,能够保证设备在加工硬质合金时稳定承受热量输出。
此外,MPK特殊工具公司一直和Zecha硬质合金工具责任有限公司保持着紧密的合作,这家公司所生产的Marlin铣刀是专门为了切削硬质合金所研发的。由于其出色的切削刃稳定性和硬度高达10,000维氏硬度的金刚石涂层,能够轻松地对硬质合金进行加工。与硬度为3000至3500维氏硬度的CBN铣刀相比,这种铣刀能够加工更多的硬质合金类型,使用寿命更长。

图1 放大一百倍:REM摄影显示在使用直径2毫米的球型铣刀进行铣削时,
能够产生非常精细的表面结构,产生的切屑尺寸在5至8微米。
干净的铣削轨迹
“在粗加工和精细加工中,Zecha公司的球型铣刀(900系列)和环面铣刀具有非常出色的性能,能够达到非常精细的模具表面结构。”Kirscher先生这样评价。与CBN铣刀相比它的优势非常明显:放大3000倍后,使用CBN铣刀加工的模具表面并不平整,需要用钴来填平,这为后续的加工工艺增加了难度。而MPK特殊工具公司使用Zecha公司的Marlin铣刀,能够达到非常平整的表面,铣削轨迹非常干净。
同样的,和电火花线切割相对,MPK特殊工具公司在使用这种铣刀加工硬质合金时也有明显优势:由于电极制造的昂贵成本和漫长的加工时间,在工具和模具制造中,电火花线切割属于成本最高的操作之一。此外,从REM摄影以及横截面磨片中可以看出,在电火花线切割时会形成一层白色的表面层,并有细微的损伤,必须在后处理中进行抛光。
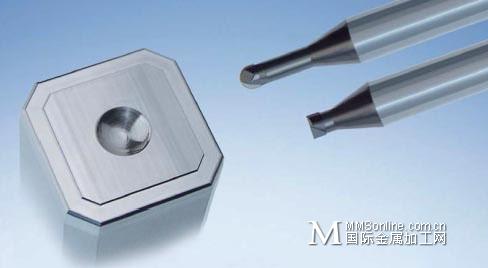
图2 硬质合金专家:Zecha公司的Marlin铣刀能够切割硬度为8000至10000维氏硬度的硬质合金。
“在我们的加工过程中不会出现这样的‘损伤’”,Kirschner先生这样说道。“根据工具的磨损情况、进给和步骤而定,可以达到抛光质量的加工表面——表面粗糙度平均值为0.03微米。与单纯的干加工相比,使用8%的乳化液可以进一步提升表面质量。”

图3 最精密的铣削:MPK特殊工具有限公司为了这项创新技术设备升级到了Makino iQ300,
带有无振动主轴并有出色的热稳定性。
另一项铣削硬质合金常备部件的优势是它更长的使用寿命。即使是在遇到棘手的成本高的加工任务时,MPK特殊工具公司也能确保生产加工的经济性。举例来说:MPK特殊工具公司为工具和模具制造铣削一个特制的硬质合金部件只需要50分钟。如果使用电火花线切割,则所有的加工过程则需要390分钟的加工时间,每个部件的加工时间能够缩短五个小时以上!
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
