S7-300 PLC在双轴平面磨床的应用
根据工艺要求和系统构成组态s7-300 plc硬件;根据工艺流程和功能需求详细编写控制程序;精通step7编程软件的应用以及相关的软硬件模块功能;根据需要编写相关人机接口画面和控制程序。
1 引言
双轴平面磨床用于齿轮上下两个端面进行磨削加工,第一轴用来完成一个面的磨削,第二轴用来完成另一个面的磨削,工件输送、装卸均为自动完成。s7-300plc是一种功能强大、性能可靠、抗干扰能力强、高度集成的可编程控制器,它被广泛应用于多种工业场合。
2 电控硬件系统
2.1 机床本体解构
机械部分包括进料输送带、上下料机械手、两根砂轮上下轴、两根砂轮旋转轴、两根工件旋转轴、出料输送带、床身、液压系统、冷却系统以及其他辅助装置,如图1所示。

图1 机床解构组成
2.2 机床电控解构
电气部分包括s7-300 plc、movomatic在线检测系统、plc定位模块、交流伺服电机、伺服电机放大驱动电路、西门子的mp370人机接口、各种监控检测开关以及其他辅助电气元件。两根砂轮上下轴、两根砂轮旋转轴、两根工件旋转轴均由交流伺服电机驱动,其中两根砂轮上下轴电机(数字的)由plc定位模块和伺服电机放大驱动电路控制,其他伺服电机(模拟的)由plc模拟输出模块和伺服电机放大驱动电路控制,电控解构如图2所示,plc控制系统硬件配置如表1所示。

图2 机床电控框图
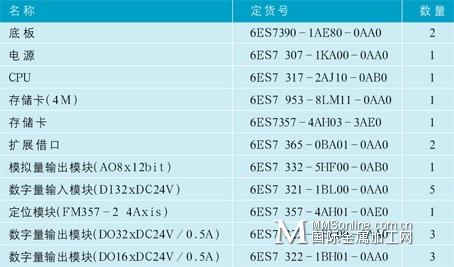
表1 plc硬件配置
3 电控系统分析
机床的工艺流程:本机床是用来对齿轮两个端面进行自动磨削加工的机器。它的整个工艺流程可以分为以下几个部分:进料输送带送料、上下料机械手装卸工件、磨削加工、下料输送带送料。下面详细说明每个部分的工艺流程。
3.1 进料输送带工艺
手工把工件放到进料输送带上 → 进料输送带把工件送到进料口 → 进料阻挡器动作,保证上料口最多只有一个工件 → 工件到达上料口。
3.2 上下料机械手工艺
工件到达上料口→机械手前进 → 机械手手指抓住工件 → 机械手上升抓起工件 → 机械手后退 → 下一个工件到达上料口 →机械手转到上料位置 →机械手前进 → 机械手下降,放下工件 → 机械手手指松开 → 机械手后退 → 机械手回位,准备下次上料 。
3.3 磨削加工工艺
工件轴上有工件→ 压紧装置抬起 → 压紧装置前进 → 压紧装置下降,确认工件放到位 → 工件夹紧 → 压紧装置抬起 → 压紧装置后退 → 测头抬起 → 测头前进 → 测头下降在线检测工件加工余量 → 砂轮旋转,切削液打开 → 工件与砂轮逆向旋转 → 砂轮下降到粗磨点 → 粗磨工件 → 精磨工件 → 抛光工件 → 砂轮上升,关切削液 → 工件停止旋转 →测头抬起 → 测头后退 → 机械手装卸工件。
3.4 下料输送带工艺
工件到达下料输送带入口 → 下料输送带带着工件前进 → 工件到达下料阻挡器 → 下料阻挡器动作(保证下料气缸推杆前最多只有一个工件) → 工件到达下料气缸推杆前 → 下料气缸动作,把工件送到下一道工序。
4 plc软件设计
详细了解机床加工工艺之后,接下来介绍机床的软件系统。软件系统分为plc程序和人机接口组态画面数据两部分,如图3所示。

图3 plc软件解构
4.1 plc程序
plc程序用来实现机床的所有功能控制要求,包括上面所描述的所有工艺流程,还包括plc定位模块的组态数据。程序都利用step7 v5.4编程软件实现,件磨削加工的控制程序流程如图4所示。

图4 控制程序流程
(1)利用定位模块的组态数据和丝杠上端编码器,结合伺服电机控制放大驱动电路,实现对两根砂轮上下轴的精确定位控制。该定位模块内部集成有类似840d数控系统的功能,进给轴的控制采用设定相关数控参数,再结合数控加工编程实现。
(2)利用在线检测测头反馈的数据计算磨削量,该反馈数据通过movomatic控制器的数字输出口输出到plc的数字输入模块,plc从而实现对该数据的实时采样,并且利用该数据和设定的加工工艺数据进行比较,从而实现机床的粗磨、精磨和抛光功能。
(3)根据设定的加工工艺数据,plc通过模拟量输出模块,计算输出模拟量到伺服电机放大驱动电路,控制砂轮旋转电机和工件旋转电机的转速。
(4) 利用数据块(db)保存机床设定的加工工艺数据,保证机床断电重启时不丢失加工工艺数据。
(5)利用mpi通讯,实现mp370和plc之间的数据交换。
4.2 人机接口程序
人机接口程序主要是画面组态数据,结合功能键和操作盘的按键、开关,实现各个画面之间快速切换,还有相关工艺参数的设定与调整。这些画面主要有:功能键说明,第一个工件轴、砂轮轴和砂轮上下轴控制动作画面,第二个工件轴、砂轮轴和砂轮上下轴控制动作画面,进料输送带控制动作画面,出料输送带控制动作画面,上下料机械手控制动作画面,诊断画面,加工监控画面,第一轴加工工艺参数设定画面,第二轴加工工艺参数设定画面,定位模块控制功能画面等。人机接口程序利用protool v6.0编程软件完成。
5 结束语
通过以上叙述,我们可以看出:s7-300 plc的应用须注意以下几点:
要对所用设备功能非常清楚;深刻理解所用设备的系统构成;熟悉所用设备的工艺流程;
根据工艺要求和系统构成组态s7-300 plc硬件;根据工艺流程和功能需求详细编写控制程序;精通step7编程软件的应用以及相关的软硬件模块功能;根据需要编写相关人机接口画面和控制程序。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

引入先进的数字界面解决方案,减少开发时间和成本
- 暂无反馈