华菱最新刀具促进泵零件的高效加工
一、华菱超硬刀具加工高硬度铸件前的简要分析
高硬度铸件分为高硬度铸铁和高硬度铸钢,以下在加工高硬度铸铁和高硬度铸钢件前做一个简单的分析。
(1)高硬度铸铁
①某些工件单件加工时间长,刀具走不到头就已经磨损导致工件返工,影响加工效率。
②铸件夹砂,气孔,白口等原因造成刀具经常崩刃,甚至出现“扎刀!工件表面形成严重接刀痕甚至造成报废。
③补焊过的毛坯件如铸铁、铸钢之类,焊缝部位硬度高,刀具经过焊接点时损害严重。
④耐磨铸件本身材质硬度高,如高猛钢、高铬铸铁,冷硬铸铁等工件。
(2)高硬度铸钢
高硬度合金钢车削时,由于工件硬度高,产生的切削热量大,切削力大;造成硬车刀具磨损过快,或者刀尖容易崩损的现象。华菱超硬结合以往车削高硬度合金钢的经验,在CBN刀片选择及切削参数方面给予以下建议。

二、华菱超硬加工高硬度铸件的立方氮化硼刀具牌号和性能优势
(1)加工高硬度铸铁的立方氮化硼刀具和性能优势
BN-K1牌号:粗、精加工HRC40以上的高硬度铸铁件,如冷硬铸铁,高铬铸铁,抗磨白口铸铁等,典型零部件有工业泵,叶轮,衬板,轧辊等。是目前加工高硬度铸铁最有效的刀具。
BN-K10牌号:精加工高硬度铸铁件可选择BN-K10牌号,可高速切削,工件表面粗糙度达到Ra0.8,效果俱佳。
BN-K1牌号和BN-K10牌号加工高硬度铸铁的切削参数表
BN-K1牌号和BN-K10牌号加工高硬度铸铁的切削参数表
(2)加工高硬度铸钢的立方氮化硼刀具和性能优势
BN-S20牌号:粗精车HRC45—79硬度的高硬度合金钢合金钢。如对热处理后高硬度W18Cr4V高速钢,Cr12MoV模具钢,GCr15滚动轴承钢,9SiCr工具钢,20Cr,15CrMo,65Mn合金钢材质。也可对铸态耐磨合金钢ZGMn13进行进行拉荒粗车,可对热处理高硬度合金钢进行大余量粗车加工进行修复,能承受强断续切削,是目前广泛受用户使用的一种超硬刀具。BN-S20牌号CBN刀片产品实例如下:
BN-H20牌号:适合高速精车HRC45—HRC68硬度的高硬度合金钢,如对,40CrMo,20CrMnTi齿轮热后硬车削;BN-H20采用陶瓷基结合剂,导热率更高,适合对热处理后高硬度合金钢工件如淬硬钢,氮化钢,渗碳钢等进行高速精加工。BN-H20牌号CBN刀片产品实例如下图:
华菱超硬加工高硬度合金钢的切削参数及使用说明:

高硬度度合金钢包含但不局限于淬火钢和耐热合金钢材质,譬如模具材料最常用的合金钢3Cr2Mo,4Cr5MoV1Si合金钢,硬度一般在HRC45——HRC68之间,部分氮化钢在HRC65以上。
在加工此类高硬度合金钢时,如果加工余量大于0.5mm常采用BN-H20牌号,合金钢加工余量大需要粗精车一把刀加工时采用BN-S20牌号。
三、华菱超硬立方氮化硼刀具加工高硬度铸件的案例
(1)华菱超硬立方氮化硼刀具BN-K1牌号加工高硬度铸铁工业泵叶轮案例:

加工材料:高铬白口铸铁Cr26;
加工工件:渣浆泵叶轮;
刀具牌号:BN-K1;
切削参数:vc=75m/min,ap=5mm,fr=0.1mm/r;
加工方式:干式切削。
加工效果:华菱超硬刀具BN-K1牌号切完一个工件后没有产生断裂破碎,一片刀片相当于25片陶瓷刀片,充分展现了其耐热抗冲击性能,不仅大大降低了刀具的使用成本,而且使生产效率提高了5倍。
(2)华菱超硬刀具BN-S20牌号加工高硬度铸钢件破碎机案例
加工材料:高锰钢;
加工工件;破碎机零部件
刀具牌号:BN-S20;
切削参数:ap=7.5mm,Fr=0.3mm/r;Vc=80m/min;
加工方式:干式切削。
加工效果:与硬质合金刀具相比:在华菱刀具BN-S20牌号的切削速度是硬质合金刀具的2倍,吃刀深度是硬质合金刀具的2倍,华菱超硬刀具BN-S20牌号是硬质合金刀具的12倍。
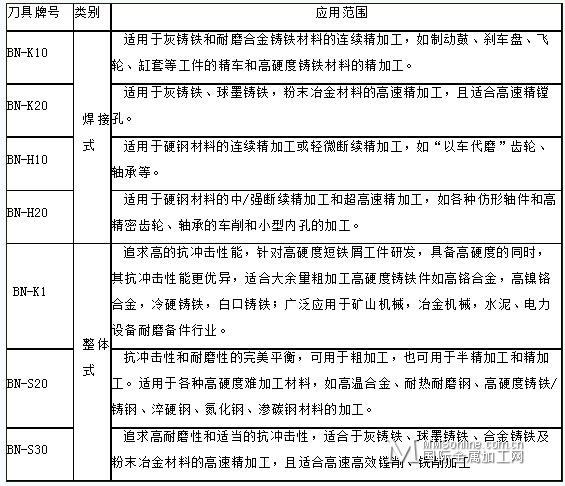
四、华菱超硬加工高硬度铸件的刀具牌号汇总及应用范围
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈