4.0版的螺纹加工方式 – Punch Tap
【编者按】在机械加工中,螺纹是在一根圆柱形的轴上(或内孔表面)用刀具或砂轮切成的,此时工件转一转,刀具沿着工件轴向移动一定的距离,刀具在工件上切出的痕迹就是螺纹,螺纹加工工艺已经经历了几十年的发展,下面小编就带大家一起来了解4.0版的螺纹加工方式 – Punch Tap。
螺纹加工工艺经历了几十年的发展,对于内螺纹的加工来说,从螺纹切削,到螺纹挤压,再到螺纹铣削,这些变革使螺纹加工的效率,质量与多样性,都有了巨大的变化。对于制造企业来说,也有了更多的选择。
如果把螺纹切削看作螺纹加工的1.0版,螺纹挤压看作2.0,螺纹铣削则为3.0. 那么EMUGE将为您开创螺纹加工的4.0时代– Punch Tap。以下简单地介绍一下Punch Tap工作原理。
首先:说明一下Punch Tap的目的:即减少螺纹加工的循环时间。为了节约机床的使用率或在保持机床使用率不变的前提下,提高生产力。内螺纹加工所需时间的主要部分需要减少。
其次:思路是缩短刀具的路径,传统的切削丝锥和挤压丝锥沿着螺纹的螺旋线运动,刀具路径覆盖了整个螺旋线,这是相当长的一段距离。
Punch Tap的解决思路:
1. 首先,工件上的一个具有对应的直径的预钻孔。
2. 步骤1:冲压–Punch Tap在圆周上,没有一个连续的螺纹牙型,但具有两排相对180°的螺纹齿形。每排齿的第一个牙是负责产生槽,从而可以完成工艺的第一步 - 螺旋冲入预钻孔内。请注意:在预加工的孔壁,两条螺旋槽将产生(如下图二)。

螺纹深度 冲入
3. 步骤2:螺纹挤压–当Punch Tap到达螺纹深度,螺纹挤压开始,即通过一个同步的轴向进给运动,约1/2螺距,与此同时,刀具旋转大约180°来执行。

1/2 P 螺纹挤压
4. 步骤3:退回 - 当螺纹挤压过程完成后,Punch Tap将从孔里通过产生的槽退回。

退回
我们来对比传统的螺纹加工方法与Punch Tap的加工,如下图。
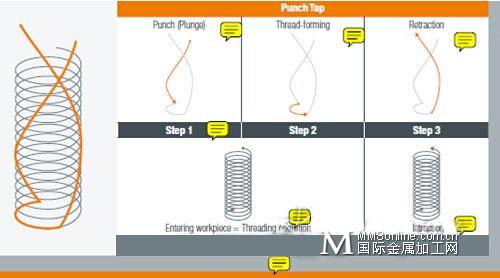
冲压 螺纹挤压 退回
步骤1
进入工件=螺纹加工 退回
切削丝锥或挤压丝锥
很显然,Punch Tap加工的路径明显短,对于一个M6,深15mm的螺纹,EMUGE的Punch Tap的路径大约只有传统的切削丝锥或挤压丝锥的加工路径的15分之一。
这结果在螺纹加工循环中是很重要的,节约了约75%的时间。

传统的切削丝锥或挤压丝锥的加工路径
Punch Tap的加工路径 - 最短
在Dortmund大学内ISF的研究表明通过Punch Tap加工的螺纹和传统方式加工的螺纹具有类似的抗拉能力和属性。
Punch Tap的运用。
EMUGE-FRANKEN和Audi共同参与,把Punch Tap技术集成到铸铝类汽车零部件的系列生产中。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈