加工中心工件测量系统在FANUC中的应用
本文详细介绍雷尼绍OMP60加工中心工件测量系统在FANUC系统的卧式加工中心上软件的安装调试、测头标定和应用举例。
1. 雷尼绍OMP60加工中心工件测量系统
雷尼绍OMP60 OMI-2光学传输系统是新一代光学系统,继RMP60无线测头之后, Renishaw最近又推出了适用于中型和大型加工中心及车铣中心的新一代光学测头OMP60。该系统采用最先进的调制光学传输方法,具有极强的抗光干扰能力。OMP60测头还与现有的OMI-2和OMI接收器兼容,因此它的一些创新功能将使目前的MP7、MP8、MP9及MP10用户受益匪浅。通过Renishaw成熟的触发逻辑电路,多个测头开启/关闭选项,无需拆开测头就能应用,使其性能得到优化。使用市场上广泛销售的AA电池,电池寿命可超过6个月,极大降低了机床停机时间和维护成本。与以前的产品一样,测头和接口的设计能够抵抗强烈的冲击和振动,极大地减少了误触发。在承诺对现有系统提供支持的基础上,OMP60可以用于取代Renishaw过去为用户所开发的多种系统。
2. 软件安装及参数设定
(1)软件安装 将FAUNC系统中文件名以O97和O98开头的文件全部更改成其他文件名。
将安装文件40120519、40120520、40120521、40120727全部复制到FAUNC系统中。
(2)参数的设置 ①测头回退距离和检测进给率设定:测头回退距离和检测进给率需要根据机床的状况进行设定,将宏程序O9836打开,#506为回退距离、#119为检测进给率。#506默认值为0.5, #119默认值为5000。②刀具偏执类型设置:
宏程序O9724中#120为刀具偏执类型设置,此设置必须与FANUC系统中的参数设置相一致。我厂的卧式加工中心相匹配的参数为#120=9。
3. 测头标定
(1)标定的意义 通过对测头的标定来检测测头的物理长度误差和探针在X、Y轴上的偏心值及测球的矢量半径,用于在今后工件检测中的偏差补偿。
(2)标定前的准备工作 ①将切削试料装夹到卧式加工中心工作台上,用面铣刀将试料表面铣平,然后再精铣一遍保证工件表面粗糙度值大于1.6μm。②用一把精镗刀将切削试料中心孔镗严(孔深大于35mm,孔径大于50mm),使用内径表和千分尺精确测量出孔的内径。③使用量块检测出切削试料表面的Z轴工件坐标系。④将测头安装到主轴上,用卡尺粗略量出测头的长度,将测量值填入FANUC系统刀具表中相应的刀具长度补偿位置。
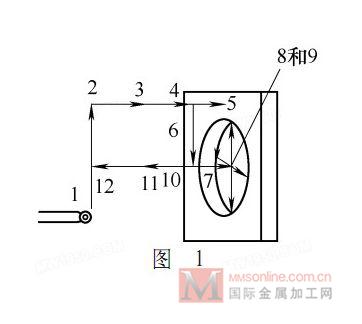
(3)标定循环 标定循环的步骤如图1所示,程序如下:
%O5211
M19 (进行主轴定向)
M35(测头打开)
G0G90G54X35.Y0 (快速移动到试料孔中心上端以便进行测头长度标定)
G43H1Z100 (激活1号刀偏,快速定位到离试料表面100 mm 的位置)
G65P9810Z30.F3000 (保护运动定位到距试料表面30mm的位置)
G65P9801Z0T1 (测头长度的标定)
G65P9810X0Y0 (保护定位到试料中心位置)
G65P9810Z-5. (保护定位到孔内-5mm的位置)
G65P9802D50.001 (在一个50.001mm直径的内标定测头,以确定其X,Y 测针偏置)
G65P9804D50.001 (在一个50.001mm 直径的镗孔内标定测头,以确定测球直径,包括矢量方向)
G65P9810Z100.F3000(保护定位移动, 回退到100mm)
H00 (取消长度偏置)
M36 (测头关闭)
M30 (程序结束)
%
(4)标定后的数据检查 在标定结束后为了检查标定是否准确,要打开FANUC系统中的宏变量查看其中值:#500 (XRAD)为 X 向标定半径 ,#501(YRAD)为Y 向标定半径 ,#502(XOFF)为X 轴测针偏心,#503(YOFF)为Y 轴测针偏心。
我厂卧式加工中心使用的测针球半径为3mm,如果#500和#501的值偏差大就说明标定中有错误,需要重新核对检测值进行标定。
测头安装好后都要对测针球进行跳动检查要求小于0.01mm,如果#502和#503的数值偏差大就要重新进行跳动检测然后再进行标定。
4. 应用举例

如图2所示,应用工件测量系统以工件上孔为中心、工件下表面为零点建立G54号工件坐标系,在检测Z轴零点时,如果检测值比原先设定的值误差大于0.1mm,说明夹具有问题,要产生报警,检测完成后将检测的值保存到单独的文件中用于以后的质量追查。程序如下:
%O0010
T1M06(将测头调入主轴)
G90G0G54X100Y0 (快速移动到起始位置)
M19 (进行主轴定向)
M35 (测头打开)
G43H1Z100( 激活测头长度刀偏,快速定位到距离被测夹具100 mm的位置)
G65P9810Z30F3000(保护定位移动到被测夹具表面30mm的位置)
G65P9811Z0U0.1W1S1【测量Z轴零点(U为公差上限,如果超差循环停止并报警,W为保存数据,S为要设定工
件坐标系偏置号,1号为54号工件坐标系)】
G90G0G54Z100 (快速回退到距离被测夹具100mm的位置)
G90G0G54X0Y0 (快速移动到起始位置)
G65P9810Z20W1F3000 (保护定位移动被测工件孔内)
G65P9814D60S1 (测量直径为60.0mm 的内孔)
G65P9810Z100. (保护定位移动)
M36 (测头关闭)
…
5. 结语
本文通过介绍雷尼绍OMP60加工中心工件测量系统在FANUC系统的卧式加工中心上软件的安装调试、测头标定和应用举例,证明这一系统的应用可以大大提高卧式加工中心机床的加工效率、降低生产成本和降低废品率等。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


