拉刀钝圆半径对高温合金拉削表面质量的影响
GH761是我国自行研制的涡轮盘用新型高温合金,具有卓越的物理机械性能,但切削加工性较差。在GH761拉削加工中,拉刀磨损直接影响着表面质量。刀具的磨损通常用后刀面磨损值VB表示,在薄切屑低速拉削时,VB值变化极其缓慢。在试验中,60mm长的工件连续拉削240s(相当于拉削五六个涡轮盘榫槽的时间) ,才形成比较均匀的后刀面磨损带, 但此时拉刀却已磨损得不能使用。据观察,此时拉刀钝圆半径 Rn有相当明显的增长,Rn值的变化反映了拉刀磨损的程度, 同时也是影响拉削表面质量的主要因素。
我们用模拟拉削的方式做了工艺试验 (工件材料为GH761; 刀具材料为M42,γ0=15°C,α0=4°C ;拉削速度Vc=3m/min;齿升量Fz=0.015mm;干切削),获得以下结果:
(1) 拉刀磨损和Rn值变化的关系。
图3是在拉削速度垂直方向上测量的rn值对表面粗糙度Rz的影响关系。从图中可见,rn值大约在12~14μm之间时,Rz值存在一个较小值。在试验范围内Rz值在0.32~0.55μm之间变化。由于本项试验是在低速条件下进行的直角自由切削,且切削刃比试件宽度大,工件表面没有残留面积,在拉削距离很短的范围内没有发现积屑瘤,机床也没有出现爬行现象,所以试件表面粗糙度值较小且情况稳定。
图4是rn对拉削表面硬化程度的影响。由图可见,随着rn值增大,拉削表面硬度值HV和硬化程度N均呈线性增长。当rn值增加至22μm时,表面硬度值已接近HV=500kg/mm2,加工硬化程度高达50%。
我们用模拟拉削的方式做了工艺试验 (工件材料为GH761; 刀具材料为M42,γ0=15°C,α0=4°C ;拉削速度Vc=3m/min;齿升量Fz=0.015mm;干切削),获得以下结果:
(1) 拉刀磨损和Rn值变化的关系。
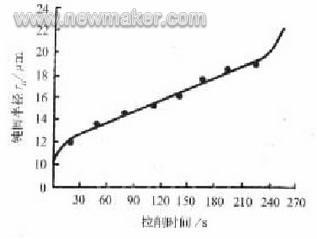
图1 钝圆半径与拉削时间的关系

图2 刀刃局部磨损形貌
图3是在拉削速度垂直方向上测量的rn值对表面粗糙度Rz的影响关系。从图中可见,rn值大约在12~14μm之间时,Rz值存在一个较小值。在试验范围内Rz值在0.32~0.55μm之间变化。由于本项试验是在低速条件下进行的直角自由切削,且切削刃比试件宽度大,工件表面没有残留面积,在拉削距离很短的范围内没有发现积屑瘤,机床也没有出现爬行现象,所以试件表面粗糙度值较小且情况稳定。
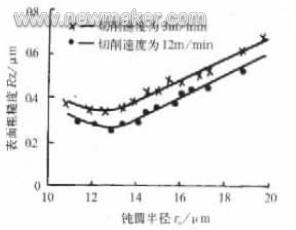
图3 钝圆半径对表面粗糙度的影响
图4是rn对拉削表面硬化程度的影响。由图可见,随着rn值增大,拉削表面硬度值HV和硬化程度N均呈线性增长。当rn值增加至22μm时,表面硬度值已接近HV=500kg/mm2,加工硬化程度高达50%。

图4 钝圆半径对表面加工硬化的影响
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。
网友评论
匿名:
相关链接
最新反馈
- 暂无反馈
无须注册,轻松沟通