数控车削加工程序编制--车削加工循环指令
车削加工循环
1.单一外形固定循环G90、G92、G94
(1)外径、内径车削循环G90 圆柱面车削循环格式:G90 X(U)_ Z(W)_ F_;圆锥面车削循环格式:G90 X(U)_ Z(W)_ R_ F_;说明:1)X、Z为终点坐标,U、W为终点相对于起点坐标值的增量。
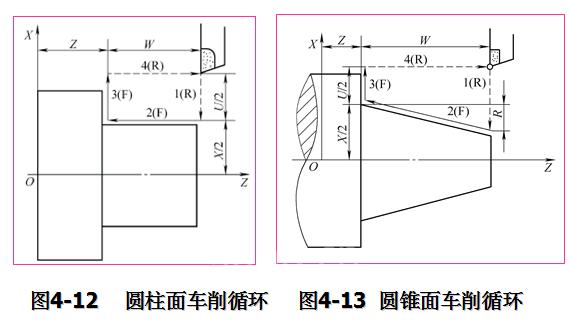
如图4-12所示圆柱面车削循环。图中R表示快速进给,F为按指定速度进给。用增量坐标编程时地址U、W的符号由轨迹1、2的方向决定,沿负方向移动为负号,否则为正号。单程序段加工时,按一次循环启动键,可进行1、2、3、4的轨迹操作。图4-13所示为圆锥面车削循环,式中R的意义为圆锥体大小端的差值,X(U)、Z(W)的意义同G90。用增量坐标编程时要注意R的符号,确定方法是锥面起点坐标大于终点坐标时为正,反之为负。G90可用来车削外径,也可用来车削内径。
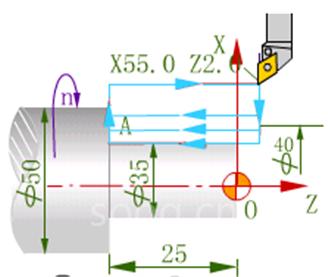
例:应用圆柱面车削循环功能加工图示零件。
N10 G50 X200 Z200;
N20 M04 S1000 T0101;
N30 G00 X55 Z4 M08 N40 G01 Z2 F2.5 ;
N50 G90 X45 Z-25 F0.2;
N60 X40;
N70 X35;
N80 G00 X200 Z200;
N90 M30;
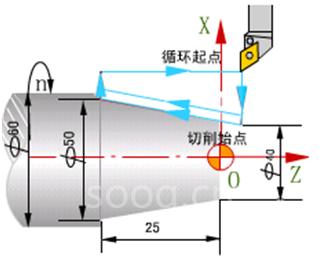
例:应用圆锥面车削循环功能加工图示零件。
……
G01 X65 Z2;
G90 X60 Z-25 R-5 F0.2;
X50;
G00 X100 Z200; ……
2)G90 、G92 、G94都是模态量,当这些代码在没有被同组的其他代码(G00、G01)取代以前,程序中又出现M代码时,则先将G90 、G92 、G94代码重新执行一遍,然后才执行M代码,这一点在编程时要特别注意。
例如:N100 G90 U-50 W-20 F0.2;
N110 M00;
当执行完N110段时,先重复执行N100段的动作,然后再执行N110段。为避免这种情况,应将程序段改为: N100 G90 U-50 W-20 F0.2; N110 G00 M00; 此处仅取消G90状态,并不执行任何动作。
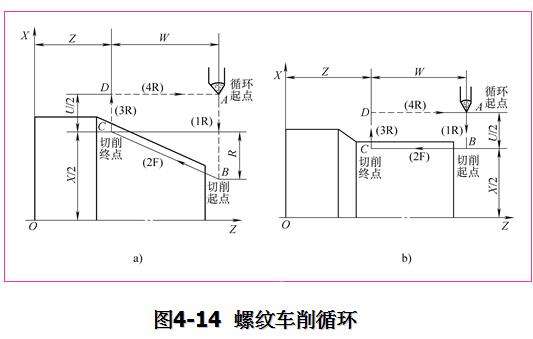
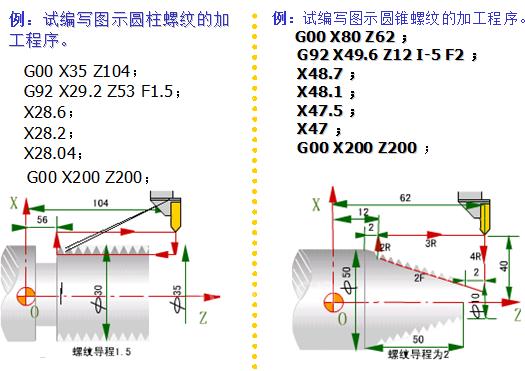
(2)螺纹车削循环G92
直螺纹车削循环格式: G92 X(U)_ Z(W)_ F_;
圆锥螺纹车削循环格式:G92 X(U)_ Z(W)_ R_ F_;
说明:
1)该指令可使螺纹加工用车削循环完成,式中X(U)、Z(W)为终点坐标,F为螺纹的导程,R为锥螺纹大小端的半径差,当X向切削起始点坐标小于切削终点坐标时R为负,反之为正,R=0为加工圆柱螺纹。地址U、W的符号判别同G90指令。
2)螺纹的导程范围及主轴速度的限制等与G32螺纹车削相同。
2.复合固定循环指令
这类循环功能用于无法一次走刀即能加工到规定尺寸的场合,主要在粗车和多次走刀车螺纹的情况下使用。如在一根棒料上车削阶梯相差较大的轴,或车削铸、锻件的毛坯余量时都有一些重复进行的动作,且每次走刀的轨迹相差不大。利用复合固定循环指令,只要编出最终走刀路线,给出每次切除的余量深度或循环的次数,机床即可自动地重复切削,直到工件完成为止。(1)外径、内径粗加工循环指令G71
格式:G71 U△d Re;
G71 P ns Q nf U△u W△w F_;
说明:
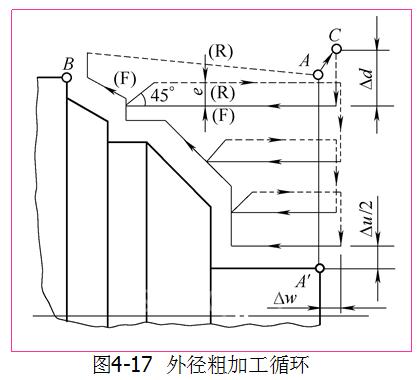
1)G71指令适用于圆柱毛坯料粗车外径和圆筒毛坯料粗车内径。G71指令程序段内要指定精加工工件程序段的顺序号、精加工余量、粗加工每次切深、F功能等,刀具循环路径如图4-17所示。
2)式中ns—精加工第一个程序段的顺序号;nf—精加工最后一个程序段的顺序号;△u—X轴方向的精加工余量(直径值,加工外径△u>0;加工内径△u<0);△w —Z轴方向的精加工余量;△d—粗加工每次切削的背吃到量(半径值,无符号输入);e为每次切削循环的退刀量。
3)执行G71指令时,包含在ns到nf程序段中的F功能都不起作用,只有G71程序段中或G71程序段前设定的F功能有效。
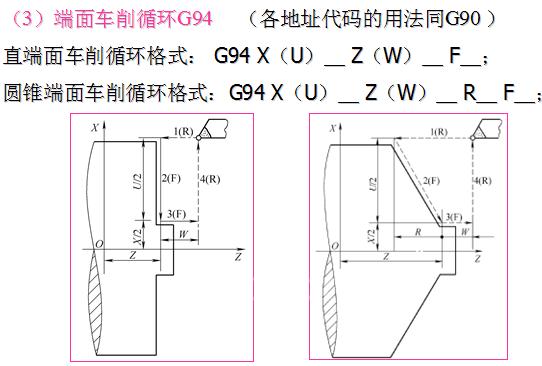
(2)端面粗加工循环指令G72
格式:G72 W△d Re;
G72 P ns Q nf U△u W△w F_;
说明:
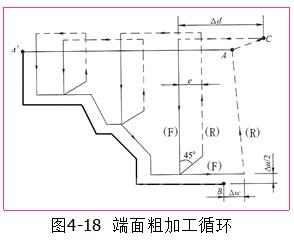
G72指令适用于圆柱毛坯料端面方向的加工,刀具的循环路径如图4-18所示。
G72指令与G71指令类似,不同之处就是刀具路径是按径向方向循环的。
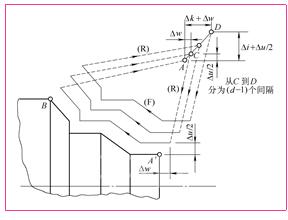
(3)固定形状粗车循环指令G73
格式:G73 U△i W△k R d;
G73 P ns Q nf U△u W△w F_;
说明:
1)G73指令与G71、G72指令功能相同,只是刀具路径是按工件精加工轮廓进行循环的,如图4-19所示。如铸件、锻件等毛坯已具备了简单的零件轮廓,这时粗加工使用G73循环指令可以节省时间,提高功效。
2)式中ns、nf、△u、△w的含义与G71相同;△i —X轴方向的总退刀量(半径值);△k —Z轴方向的总退刀量;d —重复加工的次数。
(4)精加工循环指令G70
格式:G70 P ns Q nf ;
说明: G70为执行G71、G72、G73粗加工循环指令以后的精加工循环。在G70指令程序段内要给出精加工第一个程序段的序号ns和精加工最后一个程序段序号nf。
例4-1 如图4-20所示工件,试用G70,G71指令编程。


1.单一外形固定循环G90、G92、G94
(1)外径、内径车削循环G90 圆柱面车削循环格式:G90 X(U)_ Z(W)_ F_;圆锥面车削循环格式:G90 X(U)_ Z(W)_ R_ F_;说明:1)X、Z为终点坐标,U、W为终点相对于起点坐标值的增量。
如图4-12所示圆柱面车削循环。图中R表示快速进给,F为按指定速度进给。用增量坐标编程时地址U、W的符号由轨迹1、2的方向决定,沿负方向移动为负号,否则为正号。单程序段加工时,按一次循环启动键,可进行1、2、3、4的轨迹操作。图4-13所示为圆锥面车削循环,式中R的意义为圆锥体大小端的差值,X(U)、Z(W)的意义同G90。用增量坐标编程时要注意R的符号,确定方法是锥面起点坐标大于终点坐标时为正,反之为负。G90可用来车削外径,也可用来车削内径。
例:应用圆柱面车削循环功能加工图示零件。
N10 G50 X200 Z200;
N20 M04 S1000 T0101;
N30 G00 X55 Z4 M08 N40 G01 Z2 F2.5 ;
N50 G90 X45 Z-25 F0.2;
N60 X40;
N70 X35;
N80 G00 X200 Z200;
N90 M30;
例:应用圆锥面车削循环功能加工图示零件。
……
G01 X65 Z2;
G90 X60 Z-25 R-5 F0.2;
X50;
G00 X100 Z200; ……
2)G90 、G92 、G94都是模态量,当这些代码在没有被同组的其他代码(G00、G01)取代以前,程序中又出现M代码时,则先将G90 、G92 、G94代码重新执行一遍,然后才执行M代码,这一点在编程时要特别注意。
例如:N100 G90 U-50 W-20 F0.2;
N110 M00;
当执行完N110段时,先重复执行N100段的动作,然后再执行N110段。为避免这种情况,应将程序段改为: N100 G90 U-50 W-20 F0.2; N110 G00 M00; 此处仅取消G90状态,并不执行任何动作。
(2)螺纹车削循环G92
直螺纹车削循环格式: G92 X(U)_ Z(W)_ F_;
圆锥螺纹车削循环格式:G92 X(U)_ Z(W)_ R_ F_;
说明:
1)该指令可使螺纹加工用车削循环完成,式中X(U)、Z(W)为终点坐标,F为螺纹的导程,R为锥螺纹大小端的半径差,当X向切削起始点坐标小于切削终点坐标时R为负,反之为正,R=0为加工圆柱螺纹。地址U、W的符号判别同G90指令。
2)螺纹的导程范围及主轴速度的限制等与G32螺纹车削相同。
2.复合固定循环指令
这类循环功能用于无法一次走刀即能加工到规定尺寸的场合,主要在粗车和多次走刀车螺纹的情况下使用。如在一根棒料上车削阶梯相差较大的轴,或车削铸、锻件的毛坯余量时都有一些重复进行的动作,且每次走刀的轨迹相差不大。利用复合固定循环指令,只要编出最终走刀路线,给出每次切除的余量深度或循环的次数,机床即可自动地重复切削,直到工件完成为止。(1)外径、内径粗加工循环指令G71
格式:G71 U△d Re;
G71 P ns Q nf U△u W△w F_;
说明:
1)G71指令适用于圆柱毛坯料粗车外径和圆筒毛坯料粗车内径。G71指令程序段内要指定精加工工件程序段的顺序号、精加工余量、粗加工每次切深、F功能等,刀具循环路径如图4-17所示。
2)式中ns—精加工第一个程序段的顺序号;nf—精加工最后一个程序段的顺序号;△u—X轴方向的精加工余量(直径值,加工外径△u>0;加工内径△u<0);△w —Z轴方向的精加工余量;△d—粗加工每次切削的背吃到量(半径值,无符号输入);e为每次切削循环的退刀量。
3)执行G71指令时,包含在ns到nf程序段中的F功能都不起作用,只有G71程序段中或G71程序段前设定的F功能有效。
(2)端面粗加工循环指令G72
格式:G72 W△d Re;
G72 P ns Q nf U△u W△w F_;
说明:
G72指令适用于圆柱毛坯料端面方向的加工,刀具的循环路径如图4-18所示。
G72指令与G71指令类似,不同之处就是刀具路径是按径向方向循环的。
(3)固定形状粗车循环指令G73
格式:G73 U△i W△k R d;
G73 P ns Q nf U△u W△w F_;
说明:
1)G73指令与G71、G72指令功能相同,只是刀具路径是按工件精加工轮廓进行循环的,如图4-19所示。如铸件、锻件等毛坯已具备了简单的零件轮廓,这时粗加工使用G73循环指令可以节省时间,提高功效。
2)式中ns、nf、△u、△w的含义与G71相同;△i —X轴方向的总退刀量(半径值);△k —Z轴方向的总退刀量;d —重复加工的次数。
(4)精加工循环指令G70
格式:G70 P ns Q nf ;
说明: G70为执行G71、G72、G73粗加工循环指令以后的精加工循环。在G70指令程序段内要给出精加工第一个程序段的序号ns和精加工最后一个程序段序号nf。
例4-1 如图4-20所示工件,试用G70,G71指令编程。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。
网友评论
匿名:
相关链接
最新反馈
- 暂无反馈
无须注册,轻松沟通