钛合金高效精加工要点
关于钛合金及类似材料的铣削,美国M.A.FORD美福工具公司近期在原高性能铣刀的基础上,推出了更新一代的钛合金专用铣刀。对铣削加工钛合金,尤其是薄壁深腔件加工,M.A.FORD工程师提出了以下一些要点:
1. 尽可能使用不等螺旋铣刀,以减少振动与表面压力。
2. 注意长径比,减少振颤与失效。
3. 使用缩颈刀分层切削,尽量不用加长刃铣刀,以保持刀具的刚性。
4. 薄壁筋精加工推荐铣削参数
Vc=120m/min f=0.08mm/齿
Ap=25mm Ar=0.9mm
5. 腔体底面的精加工最好与侧壁精加工使用同一把刀,这样刀具总寿命会增加,转角处不会有窝坑,推荐参数为:Vc=90m/min f=0.08mm/齿, 轴向切深为0.76mm, 此时不会出现凹凸层面。
注意:应先铣出一个起点框,如图例
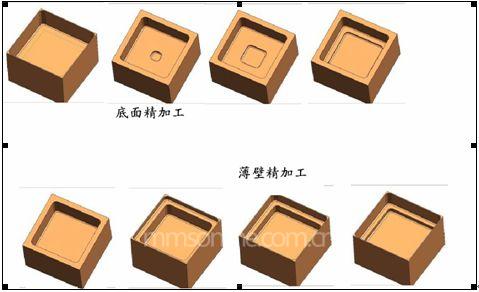
6. 关于拐角圆弧处理,应使用一个独立工步,并在精加工之前完成。M.A.FORD工程师建议先用插铣,再扫平连接,见图例
7. 此外在精加工,使切屑及时的排离工件是非常重要的。

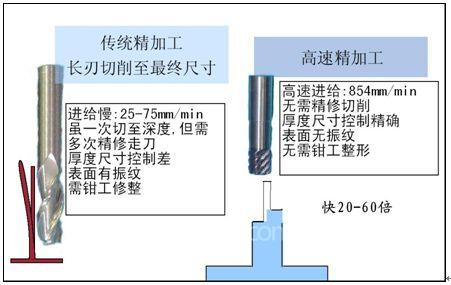
以上要点是基于美福M.A.FORD XR铣刀180系列的切削实验。铣刀EDP 18614 直径1〞,刃长3″,缩颈4″,R0.045″,总长6″此时侧切削寿命约120分钟,底面切削寿命约90分钟。相对高速钢铣刀的效率侧切时约是12倍(HSS进给速度约75mm/min,XR铣刀约854mm/min)底面切削时约是9倍。如图例
以下图例仅供读者参考:

读者反馈,可联系patrick@(暂不可见)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈