加工油泵体柱塞孔
性能描述:加工油泵体柱塞孔,工件材料为铸铝ZL108,精加工, IT7级精度. 光洁度要求为Rz<=4.
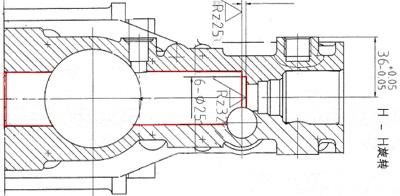
刀具数据:UM PCD 阶梯铰刀
机床类型:
类型: 柔性线- CNC 加工中心
设备状况: 良好
夹持系统: UM 可调式刀柄BT40
冷却: 乳化率8% 内冷, 压力为48 bar
加工参数:
工件: 喷油泵泵体, AlSi9Cu3
应用: 使用Insert 镗刀粗加工, 由于底部干涉孔影响,导致很大的偏心振纹,给UM刀具的精加工带来不理想的加工余量. UM的铰刀就是在这样的基础上工作的.
切削速度: 转速为5000 rpm, 在直径32.5 mm 处的Vc= 510.5 m/min ;在直径25 mm 处的 Vc =392 m/min.
进给率: Vf = 4000 mm/min Fn = 0.8 mm/转
圆度: (<=0.01mm Required) 0.0071,0.0058,0.0057
粗糙度: (Rz<=4 Claimed) Rz=1.78,1.61,2.01
刀具寿命: 刀具能稳定加工 50,000 孔
当前刀具成本:每个工件1.15 RMB (6个100mm深的孔)
原加工参数: (来源于另一家公司)
切削速度: 转速为1500 rpm, 在直径32.5 mm 处的Vc= 151 m/min ;在直径25 mm 处的 Vc =118 m/min.
进给率: Vf = 1000 mm/min Fn = 0.67 mm/转
性能: 需要额外的镋铣加工
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈