数控铣对刀实例
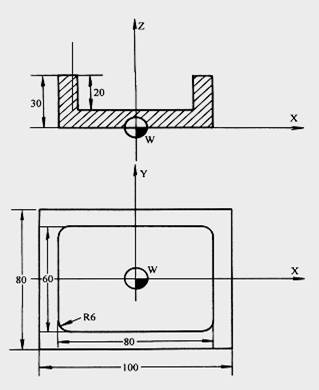
如图内轮廓型腔零件图,采用寻边器对刀。
其详细步骤如下:
(1)X、Y向对刀
①将工件通过夹具装在机床工作台上,装夹时,工件的四个侧面都应留出寻边器的测量位置。
②快速移动工作台和主轴,让寻边器测头靠近工件的左侧;
③改用微调操作,让测头慢慢接触到工件左侧,直到寻边器发光,记下此时机床坐标系中的X坐标值,如-310.300;
④抬起寻边器至工件上表面之上,快速移动工作台和主轴,让测头靠近工件右侧;
⑤改用微调操作,让测头慢慢接触到工件左侧,直到寻边器发光,记下此时机械坐标系中的X坐标值,如-200.300;
⑥若测头直径为10mm,则工件长度为-200.300-(-310.300)-10=100,据此可得工件坐标系原点W在机床坐标系中的X坐标值为-310.300+100/2+5=-255.300;
⑦同理可测得工件坐标系原点W在机械坐标系中的Y坐标值。
(2)Z向对刀
①卸下寻边器,将加工所用刀具装上主轴;
②将Z轴设定器(或固定高度的对刀块,以下同)放置在工件上平面上;
③快速移动主轴,让刀具端面靠近Z轴设定器上表面;
④改用微调操作,让刀具端面慢慢接触到Z轴设定器上表面,直到其指针指示到零位;
⑤记下此时机床坐标系中的Z值,如-250.800;
⑥若Z轴设定器的高度为50mm,则工件坐标系原点W在机械坐标系中的Z坐标值为-250.800-50-(30-20)=-310.800。
(3)将测得的X、Y、Z值输入到机床工件坐标系存储地址中(一般使用G54-G59代码存储对刀参数)。
4、注意事项
在对刀操作过程中需注意以下问题:
(1)根据加工要求采用正确的对刀工具,控制对刀误差;
(2)在对刀过程中,可通过改变微调进给量来提高对刀精度;
(3)对刀时需小心谨慎操作,尤其要注意移动方向,避免发生碰撞危险;
(4)对刀数据一定要存入与程序对应的存储地址,防止因调用错误而产生严重后果。
二、刀具补偿值的输入和修改
根据刀具的实际尺寸和位置,将刀具半径补偿值和刀具长度补偿值输入到与程序对应的存储位置。
需注意的是,补偿的数据正确性、符号正确性及数据所在地址正确性都将威胁到加工,从而导致撞车危险或加工报废。
null
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈