NUM系统在数控磨床改造中的应用
摘要:介绍NUM系统在数控磨床改造中如何适应磨床特殊要求,应用模拟量控制、动态操作和E参数编程解决问题,满足使用要求。
关键词:NUM系统 模拟量控制 动态操作 E参数编程 磨床
我公司部分数控磨床因电气系统老化,导致不能正常生产,需进行数控改造,在满足机床使用要求的基础上,对比各型CNC系统性能、特点及价格后,我们选择了NUM1020/1040系统。
一、NUM系统介绍
NUM1020/1040系统是紧凑且功能完善的32位数控系统,特别适合于1~6轴的数控机床。在硬件方面采用了CMOS电路,光纤通讯技术及模块化的设计思想,减少了系统和外部的连线,大大提高了整个机床电气的可靠性;NUM数控系统具有很强的开放性、灵活性,CNC内部的许多信息都对用户开放,方便了用户进行程序的第二次开发,同时提供结构化编程和高级语言编程。具体特点如下:
1. CNC功能
?控制1~6轴,4轴联动,1~2主轴,可分为1~4个轴组。
?提供交互式的编程模块,2维CAD软件PROFIL,ISO编程语言和绘画式编程语言PROCAM,结构式编程和高级语言编程。
?工件程序可设4个保护区。
?自定义G指令,可用G指令修改已经存在的固定循环或因其它需求而增加新的固定循环。
?M功能和PLC功能可调用子程序。
?外部E参数(用户可以通过E参数来读取或改变CNC的状态)。
?Dynamic operator(动态操作)编程。所谓动态操作是在系统每个系统扫描周期都被执行的操作方式,它使用简单的操作指令可以直接实时处理轴的运动和输入/输出。
2. PLC功能
?内置PLC。
?输入输出模块设计,有效隔离,输出口负载能力为2A,远程I/O模块采用光缆连接,简化电路设计,提高可靠性。
?最大256I/O,2个模拟输入,1个中断输入,1个模拟输出。
?梯形图及C语言编程,CRT上可动态监视。
?PLC图形界面编辑,用户可根据机床特点编写自己的图形界面。
二、凸轮磨床介绍
瑞士KOPP公司的FSK21.3数控凸轮磨床原采用专用系统,纸带机输入程序,该机床坐标轴为X、Z、C(见下图),坐标原采用直流伺服后改为SIEMENS 611A交流伺服,与HAIDENHAIN光栅形成全闭环控制,主轴采用INDRAMAT交流伺服控制。
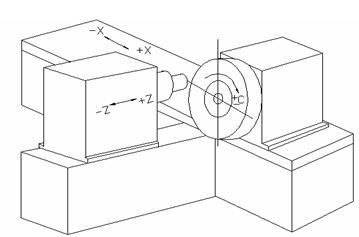
凸轮磨床示意图
该机床有以下特殊功能:
G01----螺旋插补
G06----抛物线插补
G51----Z轴摆动磨削,定义振荡宽度及频率: W--宽度、0.2~32mm,F--频率、0~60HZ;
M50----摆动停止; M51----摆动开始
G89----砂轮半径和外型修正,调用修正循环,提取修正位置文件、修正数据文件。
修正位置定义:
K--砂轮半径, R--X轴修正位置, Z--Z向启动位置,W-- Z向结束位置
修正数据定义:
A--参考地址, E--进给次数, D--空行程次数, V--修正量, F--进给速度
砂轮线速度编程:S--0~35 m/s
尤其是摆动磨削功能是X轴、C轴进行插补时,要求Z轴按一定的频率和行程摆动,以提高零件光洁度,这要求系统具有多任务处理的能力。
三、改造方案
从公司实际运转的机床来看,SIEMENS 840C、FANUC 18系统可满足机床功能要求,但是系统价格高,技术支持少,二次开发工作量大,由于轴、主轴伺服驱动保留,二者均为模拟接口,我们选择NUM1020GS系统改造该设备,利用NUM系统的Dynamic operator(动态操作功能)及外部E参数编程实现机床功能要求。
我们定义功能指令如下:
G151:Z轴振荡ON
G150:Z轴振荡OFF
格式:G151 EW**EP**
说明:EW---振荡宽度, EP---振荡频率
该指令主要用于凸轮精加工,程序在执行过程中遇到指令G151,Z轴便在当前位置进行宽度为EW的振荡,而不影响加工程序的执行,除非用G150指令来取消。
G100:螺旋线插补循环
格式:G100 X**C**F**
说明:X, C---终点处X, C轴的绝对坐标值, F---进给速度
G106:抛物线插补
格式:G106 X**C**P**Q**F**
说明:X, C---终点处X, C轴的绝对坐标值, P, Q---起点、终点的切线角
F---进给速度
G189:砂轮修正循环
格式:G189 EF**EN**ER**
说明:EF---粗、精修正选择, EN---修正次数,ER---修正量
砂轮半径、修正位置等数据储存在刀具偏置表中,在程序运行时自动计算与更改。
G196:主轴线速度编程
格式:G196 ES**
说明:ES**---砂轮线速度
四、应用总结
通过以上改造方案,我们成功恢复该凸轮磨床的正常加工性能,使停机一年多的设备重新投入运转,机床运行稳定可靠,操作较简单。
在成功改造凸轮磨床后,我们使用NUM1020/1040系统改造了德国产DRH2/1500双柱立式磨床,改造德国产SS13程控缓进磨床为数控磨床,改造德国产P250H程控滚齿机为数控滚齿机等,均取得了较好的效果。
NUM系统在以上设备的成功应用,充分发挥了其良好的开放性和灵活性,表明在旧设备改造上有较强适应性可满足旧机床多种特殊要求,性价比较高。
(责编:阿 杰)
null
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

引入先进的数字界面解决方案,减少开发时间和成本
- 暂无反馈