CoroPak21.2新品—CoroMill® MH20 新一代高进给铣刀
CoroMill® MH20是山特维克可乐满新推出的全新一代高进给铣刀,主偏角15°,主要为型腔加工应用而设计,具有针对ISO S、M和P材料而优化的先进刀片槽型。MH20强大的坡走能力,使其成为难加工材料高进给铣削工序的最佳选择。MH20的轻快切削作用确保更低功率消耗,因此可以使用更小的机床。
MH20刀杆设计
正轴向前角设计确保轻快无振动切削。
负径向前角设计使得主切削刃实现渐入式切入以优化切削负荷。
内冷却通道及开放式容屑空间设计,确保最佳排屑和高生产率。
新型的刀具材料,具有更高的抗疲劳及抗变形能力,可确保更长的刀具寿命和可靠的加工,并减少零件报废。
本次推出的第一批产品直径范围从16mm到32mm(以及相应的英制规格),结构上包括圆柱直柄、可换头式EH螺纹接口形式,后期还将推出更大直径的芯轴式结构。
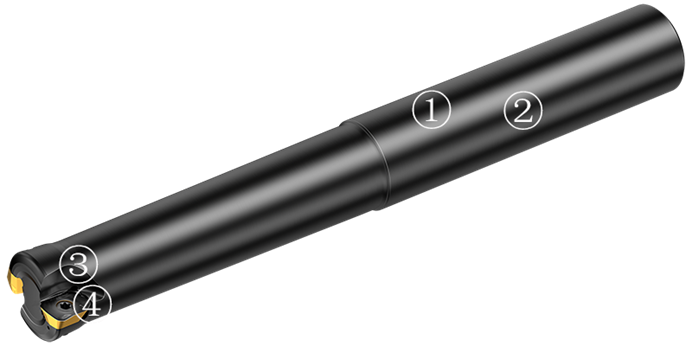
1. 一种新型刀体材料,具有更高的抗疲劳和抗变形能力,可确保更长的刀具寿命。
2. 圆柱直柄,可根据实际工况截短以优化刀具悬伸提高加工的稳定性。
3. 采用内冷设计,可在ISOS应用中实现最佳排屑和高生产率。
4. 开放式容屑空间,针对高进给刀具产生的切屑进行了优化。
MH20刀片设计
矩形单面双刃正前角刀片具有坚固的曲线式切削刃,并具有增强的刀尖半径,可确保在型腔加工时对台肩和圆角进行安全可靠的加工。
倾斜式切削刃可逐渐切入工件,确保在切削区切削负载逐渐地增加并改善切屑形成
正前角与轻快切削槽型相结合,确保在长悬伸时实现无振动加工
锋利的槽型与高刃线安全性相结合,可产生更低切削力并减少机床的负载
经过优化的槽型适用于不同的ISO材料组
周边磨制刀片在ISO S和ISO M应用中具有更高的性能
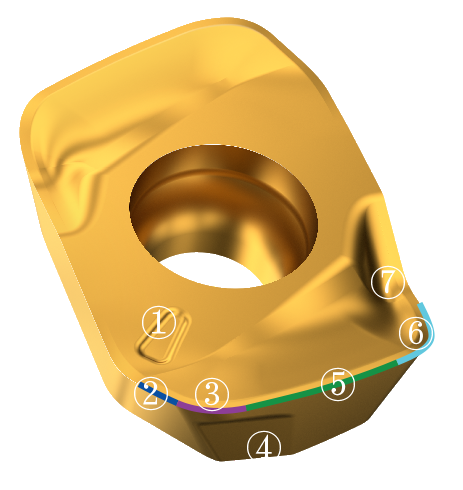
1. 采用显眼的标记来区分槽型。
2. 坡走铣刃口经过优化,具有更高的坡走铣能力和良好的排屑性能。
3. 主切削刃与坡走铣刃之间通过圆弧连接。充当修光刃,提供更好的表面质量。
4. 稳定的轴向支撑,在插铣时尤其有用。
5. 曲线式主切削刃可实现最高的切削刃安全性。
6. 带有复合半径的增强刀尖圆角,提高了型腔铣削的安全性。
7. 弧形沟槽使切屑流动更顺畅。
刀片有IC06以及IC08两种尺寸,分别可实现0.8mm和1.3mm 的最大切深。IC06刀片坡走角度为3.6°–10.1°,IC08刀片坡走角度为1.7°–10.7°,结合多种材质和槽型的组合,可充分应对钛合金、不锈钢等难加工材料的各类高要求。刀片槽形特点详述如下:
E-L30
周边磨制槽型
优化的槽型,适用于钛合金和奥氏体不锈钢的型腔加工
轻快切削
更紧的公差确保更好的零件质量和更长的刀片寿命
在加工粘性/长切屑材料时调节切屑形成和排屑
可预测的渐进磨损特性
M-M20
直接压制槽型
通用槽型,适用于所有ISO P材料和所有应用范围,尤其是型腔加工和坡走铣
轻快切削
良好的刃线安全性和长悬伸时的无故障加工
可预测的渐进磨损特性
M-M50
直接压制槽型
加工ISO P材料的中等和重载应用的首选
可靠的刀尖圆角,实现更高的刀尖安全性
稳定应用中实现最高金属去除率
刀尖半径处的磨损可控,确保在型腔加工和仿形加工 (ae ≤ 25%) 应用中具有更好的性能
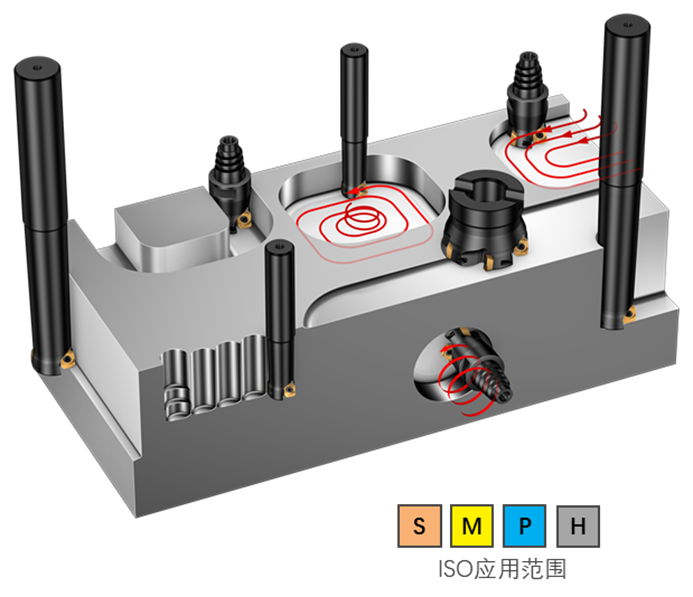
MH20应用领域
这款铣刀拥有强大的坡走能力,因而不仅在高进给型腔铣、拐角加工、坡走铣、螺旋插补铣和满槽铣上表现出色,同时也可用于插铣、方肩铣和面铣。
尤其对于以下行业典型零件的粗加工和半精加工,MH20是高金属去除率和高安全性的首选。
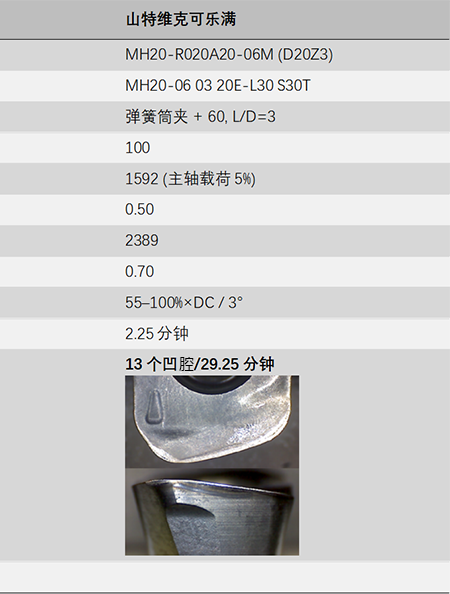
MH20对比测试
所属行业 | 航空航天 |
材料 | S4.3.Z.AN (Ti6Al4V),HRC 39 |
工序 | 下图所示凹腔粗加工 |
机床 | Mori Seiki,VMC,Coromant Capto® C6 |
内冷,30 bar |


长按识别二维码
关注“山特维克可乐满”

长按识别二维码
访问山特维克可乐满官网
(山特维克可乐满)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


