山特维克可乐满换个思路,把生产效率提高85%
现代加工企业面临诸多挑战,其中最重要的就是生产效率的问题。加工瓶颈和无效的加工时间将会降低产出,影响交货时间,以至于损害公司声誉。车削加工是一种成熟的加工工艺,要想迈上一个新台阶并非易事。如何提高车削加工的速度和进给量?这让很多加工企业一筹莫展。
全向车削作为一种全新的解决方案提供了更多的可能性。采用全向车削的优势很多,而且无需投入昂贵的新设备(例如新机床)。这种完全不同的方法,还可以帮助客户充分利用现有设备的潜能。
山特维克可乐满全新的PrimeTurning技术和CoroTurn刀具首次实现全向车削。
投入少,产出大
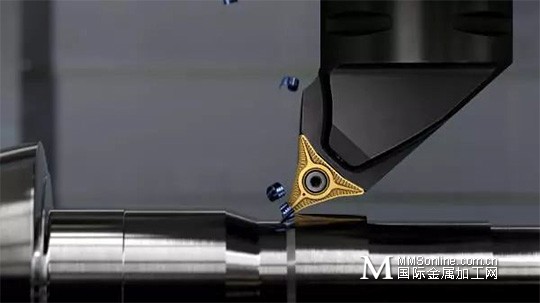
与传统车削工序相比,全向切削刀具从靠近夹头的位置切入工件材料,然后向尾座方向切削。使用全新设计的刀片和刀柄,采用小主偏角切削,进给率大,生产效率明显提高,通常可提高约50%。
当然,部分加工企业已经尝试采用小主偏角从夹头车削向零件端部车削,但切屑控制始终是问题。主偏角越小,切屑越长、越弯曲,这就迫使刀具制造厂采用90°左右的主偏角,以便获得良好的可达性,特别是需要加工肩部的零件。但是,从夹头向零件端部车削时,这些切屑控制问题就不是问题,25°~30°的主偏角能达到出色的效果。
这是因为主偏角越小或导程角越大,形成的车屑越薄越宽,导致负荷和热量远离刀尖半径,允许使用更高的切削参数并延长刀具寿命。此外,随着切削方向远离肩部,防止了传统纵向车削中常见的堵屑问题。
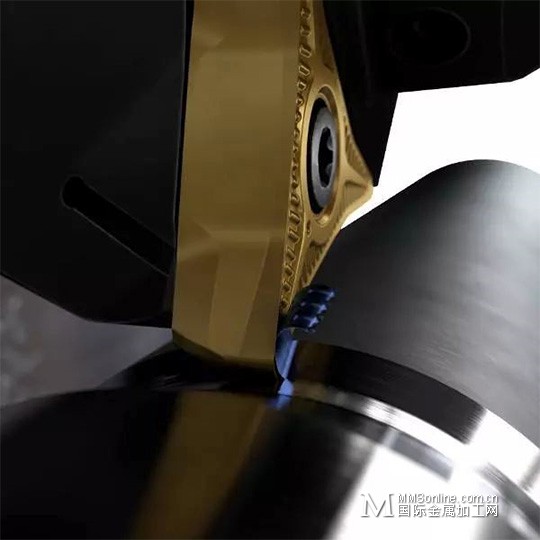
使用中的CoroTurn Prime,向远离肩部的方向进行切削,防止堵屑的危险。
一片刀片,三种功能
采用相同的刀片可以实现全向车削,也可进行传统车削(从零件端部车向夹头)。事实上,刀片有三个有效刃口,一侧刃口用于纵向车削、一侧刃口用于端面车削、刀尖圆角用于仿形车削,从而可有效利用刃口,并延长刀具使用寿命。
CoroTurn® Prime A型刀片有三个35°的刀尖角,用于半精加工、精加工和仿形加工;CoroTurn Prime B型刀片有强壮的刀尖角,专门用于粗加工。刀具专门设计,与精密冷却配套使用。CoroTurn Prime A型刀片采用上端和下端冷却液供应方式,而CoroTurn Prime B型刀片仅采用下端冷却液方式。一般来说,为了延长刀具使用寿命,应当始终采用下供冷却液方式,上供冷却液方式用于切屑控制。

CoroTurn Prime A型有三个35°的刀尖圆角,用于半精加工、精加工和仿形车削。

CoroTurn Prime B型具有强壮的刀尖圆角,专用于粗加工。
具有不同刀体选择,包括Coromant Capto®、QS™接柄和传统接柄。PrimeTurning代码生成器与工具系统互补,提供编程代码,生成的代码与多种数控机床兼容。新代码生成器不仅保证最大输出,而且还能保证加工安全性,进给率和进入半径参数可适当调整。
这种加工方法最适合车削由ISO P(钢件)、M(不锈钢)、K(铸铁)和S(耐热超级合金和钛合金)制成的零件。确实,几乎任何通用车削工序都能获益,特别是在汽车工业和航空工业中的车削加工。这种全新的工艺适合于大批量生产(>100)和需要缩短夹装停机和换刀时间的大型零件的加工。
对于数控车床中心来说例如,在用Gildemeister CTV 250 数控车床中心车削铸钢(SAE/AISI 1045)材质的轮毂时,巴西的一家加工公司取得了显著效益。使用与竞争对手相同的切削速度(300米每分, 984英寸每分),采用最新的全向刀片,进给率从0.25毫米/转(0.01英寸/转)增加到0.4毫米/转(0.016英寸/转),切削深度从1.5毫米(0.059英寸)增加到3毫米(0.118英寸)。结果是生产效率增加了59%,刀具使用寿命延长了55%。一年生产120,000只轮毂,整体盈利能力的提升非常可观。
生产效率提高85%
意大利的一家加工车间,采用锻造镍合金(ASTM B564) 使用Doosan Puma 3100M车床中心加工零件。这家工厂应用最新的全向车削刀片,切削速度从原来的150米/分钟(492英尺/分钟)提高到300米/分钟(984英尺/分钟),进给率从原来的0.3毫米每转(0.012英寸/转)增加到 0.8毫米/转(0.032英寸/转),切削深度翻番,从原来的2毫米(0.079英寸)增加到4毫米(0.156英寸)。结果是生产效率提高了85%,刀具使用寿命延长了125%。这种工件的年产量可达5,000件左右。
使用最新开发的双头刀体,加工企业使用多任务车削-铣削复合机床,还可从新工艺中获利。一把刀上有两种不同的刀片,让加工企业可同时完成粗加工和精加工工序,克服多任务机床换刀时间长(15~20秒)的难题。采用立式车床(VTL)的加工企业也可应用新工艺,使用轴向切削刀体。
当然,即使有“全向车削”这把利器在手,加工车间还必须确保采用正确的思维和正确的加工方法,这样才能实现最大盈利能力。为了追求市场优势,制造厂必须勇于变革,创新思路。与任何工艺过程一样,该工艺也有取得成功的生产前提。例如,使用合适的夹具、采用的车床有足够扭矩和刚性以及配有高端处理器等等,这样才能提高生产效率,增强加工灵活性,延长刀具使用寿命。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

