山特维克可乐满汽车变速器零件加工的断屑与毛刺控制技巧
——作者:山特维克可乐满比尔•蒂斯多(Bill Tisdall)
切屑控制攸关每个工厂的生死存亡,切削刀具业最关心的问题就是如何始终如一的保持延性钢(例如SAE 1018、1020和8620)的断屑能力并且很好的控制毛刺。切屑控制不当会引发停机、零件报废或返工等问题,甚至会造成刀具断裂引发人员受伤事故和工厂停产,这些都是工厂不能容忍的底线。
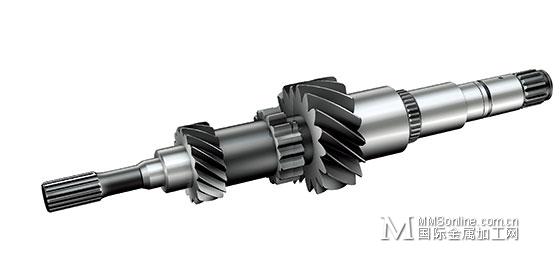
通常来说,在半精加工、精加工和可变切削深度应用中存在切屑控制问题,汽车变速器行业的大多数车削加工都需要做好切屑控制。从亨利•福特(Henry Ford)和威廉•C•杜兰特(William C. Durant)时代开始,这个问题就一直困扰着所有的汽车制造商。尽管汽车业和切削刀具业有十分先进的技术,但是加工这些延性材料,仍然令操作人员、工程师和生产管理者深感头痛。从汽车业的已有经历和可预期的高峰生产水平来看,工厂无论如何都需要解决这一问题,才能顺应时代潮流,满足生产需求,保持盈利能力。
淬硬车削
在解决切屑控制问题时,物理特性和经济成本都是首先要考虑的因素。我们一直都在使用的关于高效加工的方法,包括使用带正前角的刀具和使用最大的刀尖半径,在实际应用中的效果却不尽理想。因为尽管这些方案能使切屑变薄,从而延长刀具寿命并且提高生产效率,但同时也会大幅增加断屑难度。除此之外,很多零件都有表面粗糙度(Ra)要求,只有使用大的刀尖半径,才能达到合格的表面质量。
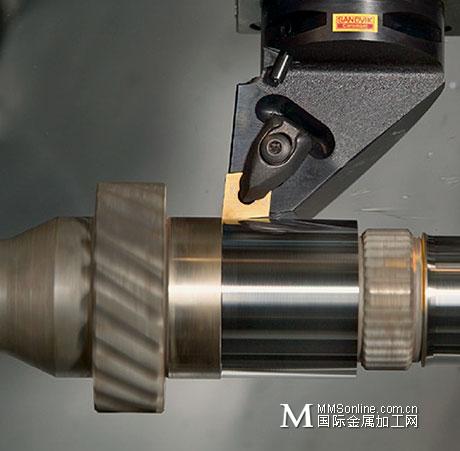
车削延性钢材产生的细长切屑会严重破坏正常的加工和生产。如果不能很好地断屑,切屑会缠绕住刀具而导致停机。如果老是出现停机,并且需要手动清理排出切屑,也会使操作人员感到十分烦恼。这不仅浪费时间,而且切屑温度很高,边缘又极其锋利,很容易伤人。另外,切屑还能沿着工件移动,划伤工件,最终导致零件报废或返工。如果切屑太长缠在切削刃与零件之间,还会出现更多问题,因为如果刀具对切屑进行了“再切削”,会导致断刀事故。

Coromant Capto和RC
在自动化操作中,切屑控制同样会给物料搬运机器人或在线测量带来问题,因为切屑会干扰机器人的性能,并给出错误的仪表读数。
掌握运行参数
在量产加工环境中,零件加工包括铸件和锻件。材料整切通常不是问题。要改善这些加工作业的切屑控制需要考虑四个因素,即刀尖半径、切削深度、进给率和刀片的顶面槽形。
我们的目标是尽量增加切屑面积,而同时要保证零件精度,维持生产循环时间。为了增加切屑面积,切削深度不宜小于刀尖半径。当单侧切削深度为0.010英寸且刀片刀尖半径为0.031英寸时,切屑会变薄大约60%,因此断屑变得更加困难。
过去的经验是,单侧切削深度决不能小于刀尖半径的66%,因为在该位置时,所有切屑都不再变薄(其变薄量为刀尖半径和切削深度的函数)。为了提高进给率而增加切屑面积,需要调整主轴转速。主轴转速是对刀具寿命影响最大的切削参数。虽然切削深度和进给率也很重要,但影响要小得多。
当然,根据其他经验,提高进给率会降低表面质量。这种情况下,最好使用修光刃。当首次引入修光刃刀片时,他们只用作改善表面质量。但是,我们现在已经意识到通过提高这些修光刃刀片的进给率,既能保证表面质量,同时又能提高生产效率。
利用刀片技术
当今大多数车削刀片都有一个槽形被压入前刀面,便于切屑控制。现在有成千上万种槽型可供选用,工厂可以根据不同应用和零件材料选择最佳槽型。当加工延性钢时,只有满足了这些材料对刀片的特殊要求才能形成恰当的切屑。
|
CoroTurn TR |
GC4315 |


大多数情况下,应当选用边缘线或主切削刃边比较窄的刀片。如果是可变切削深度的一次性走刀,通常使用主切削刃边为0.004”~0.010”的槽型。此时的关键是保证进给率要超过主切削刃宽度。当进给率超过主切削刃宽度时,才能充分利用刀片槽型的前角和切屑成形能力。前角是剪切掉材料,而不是通过刃边去把材料挤掉。当加工的进给率小于主切削刃边宽度时,会产生热量,对刀具寿命不利。优化进给率和刃边宽度都能充分利用槽型的切屑成形能力。槽型的不同角度和“凸出部分”的设计都是为了将切屑排入断屑结构中从而实现自动断屑。如果是低进刀量的应用,这些卷屑槽或凸出部分需要靠近切削刃线,尤其要位于刀片刀尖半径处。
最难的断屑是处理最短的切屑,最短切屑刚好出现在切深的刀尖半径上方。因此,优化切削时,必须调整切深和刀尖半径。使用比常规更小的刀尖半径并采用修光刃比较切实可行。
某些情况(例如高强度的材料)下,背离主切削刃可能更利于断屑。采用负角的主切削刃可在切削刃前边缘线以外形成一堵“后墙”,在这种情况下,这是能控制切屑的唯一方式。
成功秘诀—正确编程
无论是断屑还是刀具“去毛刺”,编程是否正确将获得迥然不同的结果。举一个简单的例子,外圆车削的背离表面加工是我们通常采用的刀具路径。当我们用CNMG刀片进行表面加工时(即采用背离工件中心线方式车台肩面),导入角为85度。这个角度比常见的高进给铣刀的导入角大,后者通常为75~80度。高进给铣刀的前提条件是尽量使切屑变薄,以便以0.040~0.060英寸每齿的进给率提高生产效率。因而当刀片背离中心线加工时,会形成长带状薄切屑。取而代之,较好的方法是朝内或从外表面朝向工件中线加工。因为这样我们可利用-5度的导入角,使切屑厚度增加。
延性材料加工的另一个挑战是仿形切削并形成圆弧半径。在多数情况下,我们可正确设置机床参数,并选择正确的车削槽型,找到外圆和端面切削最佳断屑的位置。但是,在仿形切削中,这些相同的参数和相同槽型会产生不受控制的切屑。在此类情况下,有时需要首先优化加工特征的某个部分。例如,在车内孔圆弧半径时,先插削半径处的某些点会利于断屑并可获得小的圆弧半径。
保持良好冷却
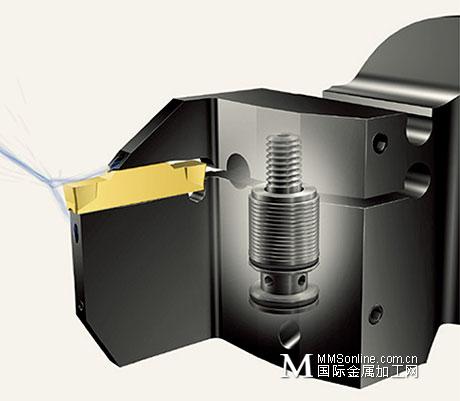
高压冷却的出现对延性材料的切屑控制影响很大。压力为1000 psi的冷却液可使钛合金切屑断成粗粉。此技术已经在典型的汽车用的钢材上做过试验,但没有成功,因为压力需要在2000 psi以上,才能进行有效的切屑控制。通常来说,高压泵公司提供的泵的水基冷却液压力为1000 psi,纯油压力为2000 psi。但是,不久的将来,这些公司就会生产出更高压力的泵来解决这些问题。
CoroCut
加工延性钢材时,控制切屑和避免毛刺已不是新问题。新的挑战是切削刀具公司和工厂是否能一如既往地携手合作,共同解决这些问题。有时候,新产品上市宣传时承诺解决所有问题,可是最后发现仅限于某些应用或只能解决部分问题。
任何工厂都不希望发生不必要的停机、或者由于废料或返工而浪费时间和金钱,也不想扔掉断裂的刀具或危及员工安全。知道如何使用正确的切削刀具参数有效加工这些材料、采用最新的刀片槽型和高压冷却技术来提高生产效率和盈利能力,这些都有助于满足工厂当今和以后在汽车变速器零件加工方面日新月异的需求。
——完——
【关于山特维克可乐满】
山特维克可乐满成立于1942年,隶属于山特维克集团,公司总部位于瑞典山特维肯(Sandviken),在瑞典基默(Gimo)拥有世界最大的硬质合金刀片制造厂。山特维克可乐满在全球拥有8,000多名雇员,在130多个国家和地区设有代表机构,在全球设有2个山特维克可乐满中心,28个效率中心,11个应用中心。位于荷兰、美国、新加坡和中国的4个配送中心确保准确、迅速地将产品送交客户手中。
山特维克可乐满是世界最大的金属切削刀具制造与供应商,30,000余种产品覆盖了车削、铣削、孔加工等各个金属加工应用领域。公司非常注重新产品开发,研发投入为业内平均水平的两倍,拥有600多个有效专利族。每年以CoroPak的形式,在春秋两季向市场推出2,000余种新产品。
山特维克可乐满于1985年正式进入中国,公司注册于上海,总部位于北京。经过二十多年的发展,山特维克可乐满大中华区的服务网络已经相当完善,设有42个办事处,为遍及全国各地的机械加工企业提供产品和服务。山特维克可乐满大中华区在上海和北京建有效率中心,在上海建有应用中心,在广州、西安、成都、沈阳、武汉、南京和杭州建有培训中心。位于廊坊的山特维克可乐满中心,是继公司瑞典总部山特维肯中心之后投入使用的第二家世界级中心,两家中心代表着山特维克可乐满的最高技术水平。订制刀具生产厂也位于河北廊坊。
关于山特维克可乐满的更多信息,请访问:
(暂不可见)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

