热线答疑——株洲钻石切削刀具股份有限公司

◆使用镗刀系统镗削加工盲孔时应注意些什么?
答:应该注意以下几点:1、粗镗盲孔时,由于刀具无自动导向排出切屑的结构设计,切屑不能自行排出,在立式加工方式镗孔时,应首先考虑改变加工方式,钻通预钻孔,使得粗镗的铁屑能够按加工方向前向排出孔内,避免铁屑沉积在孔内,造成镗刀刀夹受铁屑挤压而破坏,精镗时也应钻通预孔,让铁屑朝向未加工面方向排出,保护已精加工的表面质量,然后用堵头遮盖加工的孔洞。另外不能改变工艺时,建议采用逐步镗孔一定深度,人工清除沉屑的办法,再镗孔一定深度再清除铁屑的办法来保证镗孔加工安全实施;2、粗镗需要选取适宜的槽型的刀片保证断屑,避免出现长屑缠绕的现象。粗镗小切深Ap小于等于2mm时,建议选用我公司-HM槽型; 大切深Ap大于2mm时,可选用-HR槽型;3、大于8D以上的较深孔镗削,建议不采用盲孔镗孔方式;4、盲孔镗削必须确保充分定位,装夹稳定可靠,防止出现工件移动引起撞刀的事故。
◆公司的YBG152牌号适合什么加工场合?
答:YBG152为物理涂层牌号,强度和硬度适中的基体加上纳米涂层,主要适用于K类材料的半精铣及粗铣加工。
◆公司GM系列铣刀可加工什么硬度的材料?硬度为HRC55的合金钢选用哪类铣刀加工?
答:GM系列铣刀推荐加工HRC40以下的钢件,加工HRC55的合金钢宜选用HM系列铣刀。公司新推出HMX系列铣刀更适合高硬度钢及高速加工。
◆公司有2.5mm,3.0mm,4.0mm等切宽的切槽刀片,需要1.75mm切宽的切槽刀片怎么订货?
答:公司的-EG精密切槽刀片,刃宽从1mm~6.5mm,圆弧半径0.2~0.5mm,可根据用户需求订制。型号命名为 ZT□D□□□□□-EG,□处代号根据用户定制的刃宽和圆弧半径而定,例如客户要求刃宽为1.75mm,圆弧半径为0.3mm,则订制的刀片型号为ZTCD17503-EG。详细信息请查阅《2013~2014切削刀具》样本A266页。
◆公司的EMP05系列铣刀要求搭配APMT刀片,可否装夹APKT刀片使用?
答:不可以。EMP05属钻铣刀系列,可直接钻孔、挖槽等,若装配APKT刀片,在钻铣孔加工过程中,孔底会出现残留棱带,影响使用,因此需配用APMT1135PDR或APMT160408PDER刀片。
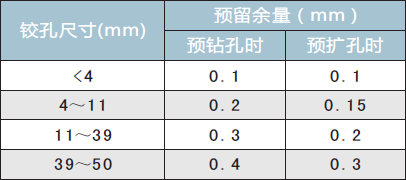
◆铰削加工时如何预留铰削余量?
答:加工时推荐的余量取决于工件材料和预加工孔的表面光洁度,下表为确定铰削余量的一般原则:
◆公司的偏心套适用于什么场合?
答:应用于公司的浅孔钻刀具:(1)钻削加工时,可通过调整偏心套的轴向位置来获取加工的孔径。调整范围为D+0.4mm至D-0.2mm。(2)在车床加工时,可通过调整偏心套与主轴轴向重合位置来获取需加工孔的孔径。顺时针方向旋转偏心套,可对刀具轴向与主轴轴向进行调整,可调范围0~0.2mm。

欢迎致电公司技术咨询热线:4008815915
地址:中国 湖南 株洲市天元区黄河南路
网址:http://www.zccct.com/
邮箱:zccct@zccct.com
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈





