加工中心编程--固定循环功能指令三
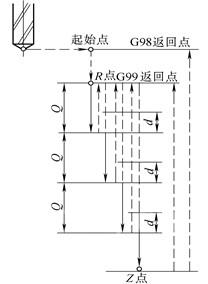
5.深孔往复排屑钻G83
格式:G83 G_ X_ Y_ Z_ R_ Q_ F_;
说明:
G83指令孔加工的动作如图6-22所示,与G73略有不同的是每次刀具间歇进给后回退至R点平面。此处的“d”表示刀具间断进给每次下降时由快速转为工进的那一点至前一次切削进给下降的点之间的距离,距离由系统参数来设定。当要加工的孔较深时可采用此方式。其余参数同G73。
6.右螺旋攻螺纹循环G84
格式:G84 G_ X_ Y_ Z_ R_ F_;
说明:
1)攻螺纹过程要求主轴转速S与进给速度F成严格的比例关系,因此,编程时要求根据主轴转速计算进给速度,进给速度F=主轴转速×螺纹螺距,且需用刚性攻牙M29 S 。其余各参数的意义同G81。
2)G84攻螺纹时主轴正转,退出时反转。与钻孔不同的是攻螺纹结束后的返回过程不是快速运动,而是以进给速度反转退出。该指令执行前可不启动主轴,执行该指令时,系统将自动启动主轴正转。
3)其动作过程如下: ①主轴正转,丝锥快速定位到螺纹加工循环起始点(X,Y); ②丝锥沿Z方向快速运动到参考平面R; ③攻丝加工; ④主轴反转,丝锥以进给速度反转退回到参考平面R; ⑤当使用G98指令时,丝锥快速退回到初始平面。
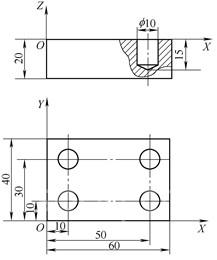
例6-4 对图6-20中的4个孔进行攻右旋螺纹,攻螺纹深度10mm,选用T02号刀具(M12丝锥、螺距为2)。
O0020;
N010 G00 G90 G54 X10. Y10. S150;
N020 G43 Z10.0 H02 M03;
N030 M29 S150;刚性攻螺纹指令
N040 G84 G99 Z-10. R5.0 F300; 攻螺纹深度10mm, F=150×2=300 mm/min
N050 X50.;
N060 Y30.;
N070 X10.;
N080 G80;
N90 G00 Z30.0;
N100 M30;
格式:G83 G_ X_ Y_ Z_ R_ Q_ F_;
说明:
G83指令孔加工的动作如图6-22所示,与G73略有不同的是每次刀具间歇进给后回退至R点平面。此处的“d”表示刀具间断进给每次下降时由快速转为工进的那一点至前一次切削进给下降的点之间的距离,距离由系统参数来设定。当要加工的孔较深时可采用此方式。其余参数同G73。
6.右螺旋攻螺纹循环G84
格式:G84 G_ X_ Y_ Z_ R_ F_;
说明:
1)攻螺纹过程要求主轴转速S与进给速度F成严格的比例关系,因此,编程时要求根据主轴转速计算进给速度,进给速度F=主轴转速×螺纹螺距,且需用刚性攻牙M29 S 。其余各参数的意义同G81。
2)G84攻螺纹时主轴正转,退出时反转。与钻孔不同的是攻螺纹结束后的返回过程不是快速运动,而是以进给速度反转退出。该指令执行前可不启动主轴,执行该指令时,系统将自动启动主轴正转。
3)其动作过程如下: ①主轴正转,丝锥快速定位到螺纹加工循环起始点(X,Y); ②丝锥沿Z方向快速运动到参考平面R; ③攻丝加工; ④主轴反转,丝锥以进给速度反转退回到参考平面R; ⑤当使用G98指令时,丝锥快速退回到初始平面。
例6-4 对图6-20中的4个孔进行攻右旋螺纹,攻螺纹深度10mm,选用T02号刀具(M12丝锥、螺距为2)。
O0020;
N010 G00 G90 G54 X10. Y10. S150;
N020 G43 Z10.0 H02 M03;
N030 M29 S150;刚性攻螺纹指令
N040 G84 G99 Z-10. R5.0 F300; 攻螺纹深度10mm, F=150×2=300 mm/min
N050 X50.;
N060 Y30.;
N070 X10.;
N080 G80;
N90 G00 Z30.0;
N100 M30;
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

网友评论
匿名:
相关链接
最新反馈
- 暂无反馈
无须注册,轻松沟通



