论动平衡的重要性
正河源机械配件有限公司成立于1991年,创业初期以SYIC品牌营销机械配件、铣床精密刀具、铣床夹具为主,在机械同业中享有良好的口碑,本公司为因应市场需求导向,于1994年投入资金、人才、技术,开发设计舍弃式切削刀具,更以客户至上、合理销售、质量优越、专业服务、刀具开发、技术支持为公司发展宗旨,为提高产品质量,更于1999年和欧美专业刀具厂合作共同开发切削刀具,以ESC、STEADY品牌营销于全球。我们旗下品牌主要是:

为因应国际化的趋势,本公司于2004年开始着手实施 ISO9001制度管理,并于2004年4月通过 ISO9001认证,无论在质量控管或内部管理方面均要求落实,并以达到客户至上之目标。
21世纪在机械行业更是高速机世纪,正河源机械配件有限公司已在近几年投入大量资金及研发人员,开发高速机刀杆、高速机切削刀具来迎合市场需求,共同开创21世纪、高速机世纪,更迈向正河源刀杆、刀具世纪。
近年来,世界的模具行业和汽车制造业发展迅速,多个地区都涌现了一大批的机加工厂商,因此在这种形势下,制造业的难题也在慢慢增多,例如产品加工要求精度的提高、加工条件的约束、客户要求速度的提升,都给加工制造业带来了不少的困扰,我司一直用【速度】【创新】作为我们永续经营的核心价值,以快速解决客户的加工需求作为我们的经营理念,不断大胆创新,创造出适应时代发展并引领机加工更上一台阶的产品。
为了提高客户的加工效率,更多的获取利润,大家无疑都会想到的是提高转速。那么大家都知道,盲目地提高机床的速度,后导致很严重的效果,例如抖震会造成精度不准甚至撞刀。所以我们在追求加工实际效率的同时,更重要的还是看加工质量和成本,我们需要寻求高转速的刀具来平衡加工中的里阻力,从而减少抖震。首先让我们首先解释一下不平衡性,接着再分析一下刀具预设动平衡重要性和必要性。
在机床主轴中,存在许多回转部件,包括主轴本身,如果电动机没有与主轴集成到一起,就还包括电动机的转子、齿轮或滑轮等。在铣削加工中,则有刀柄、刀具、拉杆(拉钉)、夹头和一组贝勒维尔垫圈。在车削加工中,工件也是回转部件,可能还包括夹持装置(如卡盘爪)。
所有这些部件都是人类制造和装配的,因此并非尽善尽美。装配后的回转体的质量中心与回转中心(由支撑回转体的主轴轴承所确定)并不是同一个中心。产生的净影响就相当于附加了一个偏离主轴中心的质量一样。不平衡质量的大小以及它与回转中心的距离发挥着同样的作用,因此通常将它们归类到一起。不平衡量可用克×毫米(gmm)或盎司×英寸(oz.in.)来表示。
在大多数情况下,用户都不具备调整主轴平衡的能力。如果有这种能力,则需要同时调整刀柄和主轴的平衡。允许的不平衡量U用下式计算:
U(gmm)=(G×9,549×W)/rpm
式中,G为平衡等级,9,549是与单位一致的参数,W为回转物体的质量(公斤),rpm为主轴转速。
平衡等级G取决于加工要求。例如,一般来说,通用机床的平衡等级为G6.3,高速加工机床为G2.5,精密加工机床为G1.0。允许的不平衡量U主要取决于被平衡物体的质量,对于刀具、刀具与刀柄,以及装配好的整个主轴,U值的计算结果都不相同。
对于不同的加工机床而言,一个更重要的考虑因素是:由回转不平衡量产生的力是否占到了由切削加工产生的力中可观的一部分。所有的力,无论是切削力还是不平衡力,都必须由轴承以及刀具与主轴之间的联接环节来承受。在粗加工中,切削力可能会高达几百牛顿,几牛顿的不平衡力就无关紧要。但是,在精加工中,切削力仅为几分之一牛顿,同样的不平衡力就是一个大问题。因此,不平衡力应该如何计算呢?不平衡力F的计算公式为:
F=meω2
式中,m为不平衡质量,e是偏心量(不平衡质量到回转中心的距离),ω为主轴转速。
不平衡力F随着主轴转速ω的平方而增大。如果主轴转速提高一倍,由回转不平衡量产生的不平衡力就会增大4倍。例如,刀具和刀柄的不平衡量为5gmm,当主轴转速为5,000rpm时,所产生的不平衡力为1.37牛顿。当主轴转速为40,000rpm时,同样的刀具和刀柄产生的不平衡力为87.7牛顿。
确定是否需要对刀柄进行平衡的一种有效策略是将不平衡力与切削力进行比较。如果不平衡力达到切削力的5%以上,就值得改进其平衡状态。一般来说,对于主轴转速较低的机床,平衡的重要性相对较小,而高速切削机床的平衡问题则重要得多。即使使用高速机床,许多车间也可以采用预平衡刀柄和预平衡刀具来解决平衡问题。
因此使用预设动平衡的刀柄和刀具是非常重要的,正河源公司生产的大部分产品在生产过程中都有做动平衡。那么我举几个例子:
1、体现最为明显的就是刀柄系列,正河源公司出厂的刀柄都有预设G6.3 8000RPM等级的动平衡,并且还有G2.5等级的预设动平衡产品由客户根据加工要求进行选购。做动平衡时为了调整动平衡一般采用的是配重和减重两个方法,但是由于机加工一般转速很快,配重加重这种方法不易操作并且会增大高速旋转下的阻力,因此正河源公司的刀柄采用减重的方便进行预设动平衡。(如下图)

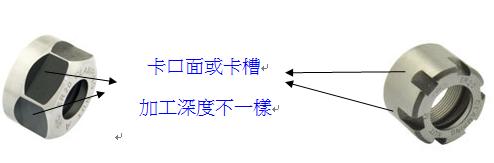
2、正河源公司的大部分螺帽内部有偏心设计,螺帽动平衡也是重要的一部分,为了将螺帽内的偏心设计平衡掉,故我们在加工螺帽预设动平衡时,卡口面和卡槽加工深度不一样。(如下图)
3、部分搪头,例如SBJ16有预设动平衡G6.3 8000RPM。

正河源公司采用德制立式平衡测量仪进行预设预设动平衡工作,精度更增加准确。

声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

