Delcam软件在轿车覆盖件模具制造中的应用
[摘要] 介绍了捷达轿车整体侧围外覆盖件曲面的三维造型和模具数控编程加工过程,同时也介绍了我们使用DELCAM软件在提高加工效率、延长刀具寿命、高速加工等方面的一些经验。
关键词:CAD/CAM;三维造型;数控加工;加工效率;刀具寿命;高速加工
Abstract : The 3D model and the CNC processing course of the JETTA car die for the covered part were introduced . And the experience to use DELCAM software in increase machining efficiency、extending tool lift and High Speed Machining were introduced .
Key words : CAD/CAM ; 3D model ; CNC processing ; Machining efficiency;Tool life , HSM
一、前言
一汽模具制造有限公司始建于1954年,48年来相继为一汽和全国三十几个厂家提供了整车或零部件的车身模具和技术服务。九十年代中期实现了由生产卡车模具到制造轿车模具为主的重大改变。公司近三年来又进一步加大了设备投资和技术改造,先后从国内外引进了十多台大型高速数控铣床,使我们公司的加工能力居同行业国内领先地位。过去我们公司一直采用EUCLID软件作为主导编程软件,但由于该软件多年已不再开发,使用该软件编程效率低,加工方式少,难以适应我们现生产的需要;经过慎重考察、测试多家世界上先进的CAD/CAM软件,公司最终采用了英国DELCAM公司的 PowerSHAPE和PowerMILL系列软件,做为我们现在的主导编程软件。一年来,我们公司采用该软件编程加工制造了奇瑞汽车有限公司和马自达汽车有限公司等的二百多套模具,其中轿车的内外覆盖件模具占了大多数。使用DELCAM软件后,我们的编程效率比过去提高了50%以上,加工效率比过去提高了30%以上,刀具寿命也提高了30%以上。同时我们公司也使用DELCAM软件实现了许多高档轿车的模具国产化,象一汽大众公司的捷达轿车整体侧围复制模具,该模具长5米多,宽3米左右,形状复杂,若从德国进口,价格非常昂贵,需要大约300万人民币,而在我们公司国产化后只需要100万人民币左右,节省了大约2/3的资金,象这样高精度,复杂的高档轿车的整体覆盖件模具,在国内目前唯有我们公司能制造。下面就捷达轿车整体侧围复制模具,来介绍一下我们公司使用DELCAM软件在轿车覆盖件制造中的一些成功经验,该软件主要包括PowerSHAPE和PowerMILL等模块,具有强大的造型设计和辅助制造功能。
二 、三维造型
捷达轿车整体侧围复制模具的型腔部分我们采用逆向工程的方法做出来后,到PowerSHAPE中进行工艺补充。DELCAM公司的设计软件PowerSHAPE模块的智能化鼠标和智能化工具栏,极大地方便了我们的操作,并且其强大的曲面造型和曲面编辑功能,尤其适合工艺补充的设计。

图 1 侧围复制模具的三维曲面模型
三、数控加工
把PowerSHAPE模块中生成的CAD模型,直接传输到PowerMILL中,按照侧围模型的特点,拟订数控加工工艺路线,步骤如下:
(1)粗加工
由于铸件的余量较大,粗加工我们采用Ф50R6的圆角端铣刀具来进行分层加工。PowerMILL的分层加工可以智能的考虑到毛坯的铸造量,优化刀具路径。赛车线粗加工是PowerMILL独有的加工策略,它最大化地圆角光顺了刀具路径的尖角处,并在刀具过载的凹进区域可有选择的采用摆线加工,这些都符合了高速加工的需求。通过实际加工的测试,采用分层加工去大量比我们过去采用的平行加工节约1/3左右的时间。
(2)粗加工之后的工艺清根
工艺清根的目的是去除粗加工或半精加工后零件凹角处未能加工到的材料,这样下道工序的加工量就比较均匀,有利于提高下道工序的加工速度,达到提高效率的目的。由于我们粗加工采用了大的刀具来进行加工,在局部的沟槽区域还有很多的残留余量,因此我们决定在粗加工之后做一次工艺清根。由于我们在精加工时要采用 Ф20的球头刀具,因此我们在这次工艺清根中也采用Ф20的球头刀具。采用的加工策略是PowerMILL基于毛坯知识的分层清根加工,它能够智能地识别出上次加工后的未加工区域,考虑到上一次加工后所剩余的残留余量,优化剩余区域的刀具路径,来一层层的进行清根加工。
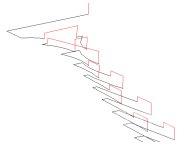
图 2 侧围中间沟槽区域的分层清根
(3)半精加工
由于粗加工仅仅是为了去掉过多的余量,没有表面质量和精度要求,所以选用的层高较大,加工后在零件表面留下了台阶状的余量。为了消除这一现象,为精加工留下均匀的加工余量,确保精加工时刀具受力平稳,切削状态稳定,需要对零件进行半精加工。半精加工我们采用PowerMILL的按照模型的特征来进行加工的浅滩加工方式,我们采用Ф30的球头刀具,以45°角为界限,PowerMILL浅滩方式会智能的把模型划分出平坦区域和陡峭区域,平坦区域我们采用平行加工,圆弧连接;陡峭区域我们采用等高加工,我们在平行加工和等高加工的刀具路径的尖角处都采用了圆角的光顺处理,并配合螺旋进刀的方式,这些方式也符合了高速加工的要求,同时还大大提高了我们的加工效率、延长了我们的刀具寿命。这种按照模型的特征加工的方式避免了平行加工在陡峭区域刀具的承载过大,易造成刀具损坏,是一种非常好的加工方法。
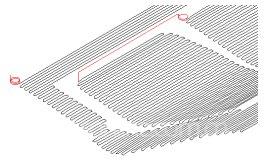
图 3 平坦区域采用平行加工、圆弧连接

图 4 陡峭区域采用等高加工、尖角修圆
(4)精加工之前的工艺清根
我们采用PowerMILL精加工策略中的笔式清根,来去除凹角处未能加工的残留余量,这样极大地提高了精加工的效率。
(5)精加工
精加工是实现产品最终形状最关键的一步。模具的表面质量和尺寸精度等都是由该工序保证的。我们公司精加工刀具一般选用Ф20的球头刀具。加工策略采用 PowerMILL的一种高效的精加工的策略---优化等高加工,该加工方式智能的在平坦区域采用3D偏置的加工方式,在陡峭区域采用等高加工的方式,是一种三维方向的等距加工,采用这种等高等量的加工方式,并且配合螺旋进刀,刀具较一般的通用的加工方式加工损耗减少30%以上,模具表面的精度也高,一次加工就能达到外覆盖件的要求。
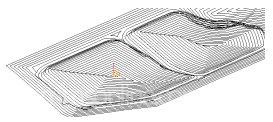
图 5 优化等高加工
(6)深腔区域采用五轴加工
采用PowerMILL的刀夹、刀杆的干涉碰撞检查功能,检测出我们加工所需要的有效刀具长度。对于深腔区域,需采用的刀具比较长,加工效率低,因此我们采用PowerMILL的五轴3+2功能来加工。实际上,精加工的优化等高刀具路径不必重复加工需五轴加工的区域,在PowerMILL中,该优化等高刀具路径不需要重新计算,利用PowerMILL后编辑功能中的裁剪,瞬间就获得了所需要的最终的精加工的刀具路径。
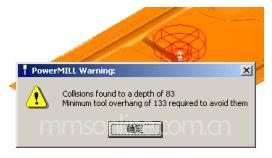
图 6 刀夹、刀杆的干涉碰撞检查
(7)精加工后的清角功能
精加工后我们采用PowerMILL的自动清角功能,这是一种高效的清角编程方式。这种加工方式能自动识别前道工序刀具不能切削的残留余量部分,并且优化该残留区域,自动判断残余量的倾角角度,陡峭区域生成缝合的刀具路径,平坦区域生成沿着的刀具路径。
(8)程序的后置处理
PowerMILL支持世界上的几十种机床的控制系统,根据我们公司的数控机床的特点,我们选择FANUC的后置,处理出我们机床所需要的NC文件。
(9)工艺清单
利用PowerMILL中的SetupSHEET的模块,瞬间就可生成我们车间所需要的工艺清单。SetupSHEET会把我们编程所需要的刀具的参数,加工余量,加工时间,最深Z值等直接写到工艺清单当中。以前我们手工写工艺清单,需要一个个参数的查找,即费时又费力。使用SetupSHEET就非常方便,即提高了我们的效率,又百分之百的准确。
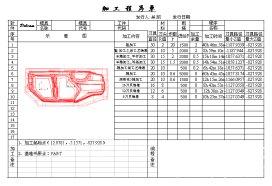
图 7 工艺清单
四、结束语
在侧围复制模具的生产过程中,由于采用了世界上先进的DELCAM软件,从而大大提高了模具的生产效率,缩短了加工时间,沿长了刀具寿命,提高了模具的质量,减小了钳工的工作量和劳动强度,实现了该模具的国产化。PowerMILL强大的后编辑功能,丰富的高效加工策略,使我们编制程序更加得心应手,并且 PowerMILL的智能化完全防过切功能,使我们使用起来更放心。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈