PLC在数控机床上故障维修方法介绍
PLC 实体图PLC = Programmable logic Controller,可编程逻辑控制器,一种数字运算操作的电子系统,专为在工业环境应用而设计的。它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
PLC在数控机床上起着连接NC与机床的桥梁作用,一方面,它不仅接受NC的控制指令,还要根据机床侧的控制信号,在内部顺序程序的控制下,给机床侧发出控制指令,控制电磁阀、继电器、指示灯,并将状态信号发送到NC;另一方面,在对大量开关信号处理过程中,任何一个信号不到位,任何一个执行元件不动作,都会使机床出现故障。在数控机床的维修过程中,这类故障占有比较大的比例。因此掌握用PLC查找故障的方法很重要。
1、与PLC有关的故障特点
(1)大多数有关PLC的故障是外围接口信号故障,所以在维修时,只要PLC有些部分控制的动作正常,都不应该怀疑PLC程序。如果通过诊断确认运算程序有输出,而PLC的物理接口没有输出,则为硬件接口电路故障。
(2)硬件故障多于软件故障,例如当程序执行M07(冷却液开)时,机床无此动作,大多是由外部信号不满足,或执行元件故障,而不是CNC与PLC接口信号的故障。
2、与PLC有关故障检测的思路和方法
2.1 根据故障号诊断故障
数控机床的PLC程序属于机床厂家的二次开发,即根据机床的功能和特点,编制相应的动作顺序以及报警文本,对过程进行监控。当出现异常情况,会发出相应报警。在维修过程中,要充分利用这些信息。
例1:某数控机床的换刀系统在换刀指令时不动作,机械臂停留在行程中间位置上,CRT显示报警号。查手册得知该报警号表示:换刀系统机械臂检测开关信号为“0”即“刀库换刀位置错误”。
根据报警内容,可诊断故障发生在换刀装置和刀库两部分,由于相应的位置检测开关无信号送至PLC的输入口。从而导致机床中断换刀。造成开关无信号的原因有两个:一是由于液压或机械上的原因造成动作不到位而使开关得不到感应;二是接近开关失灵。首先检查刀库中的接近开关,用一薄金属片接近感应开关,以排除接近开关失灵的可能性。通过检查发现开关正常。因机械臂停留在中间位置,所以两个信号都为“0”。
机械装置检查:“臂缩回”的动作是由电磁阀YV21控制的,手动该电磁阀,把机械臂退回至“臂缩回”位置,机械恢复正常。这说明手控电磁阀能使换刀位置定位,从而排除了液压或机械上的阻滞造成换刀系统不到位的可能性。
由以上分析可知,PLC的输入信号正常,输出动作无误,问题在操作不当或PLC设置不当。《操作手册》中要求:连续运行中,两次换刀间隔时间不得小于30s。经过操作观察,两次换刀时间间隔小于PLC规定的要求,从而造成PLC程序执行错误引起报警。修改了相应的程序后,故障排除。
2.2 根据动作顺序诊断故障
数控机床上刀具及托盘等装置的自动交换动作都是按照一定的顺序来完成的,因此,观察机械装置的运动过程,比较正常和故障时的情况,就可发现疑点,诊断出故障的原因。
例2:某立式加工中心自动换刀故障。
故障现象:换刀臂平移到位后,无拔刀动作。
自动换刀控制如图1所示。ATC的动作起始状态是:主轴保持要交换的旧刀,换刀臂在B位置,换刀臂在上部位置,刀库已将要交换的新刀具定位。自动换刀的顺序为:换刀臂左移(B→A)→换刀臂下降(从刀库拔刀)→换刀臂右移(A→B)→换刀臂上升→换刀臂右移(B→C,抓住主轴中刀具,)→主轴液压缸下降(松刀)→换刀臂下降(从主轴拔刀)→换刀臂旋转1800(两刀具交换位置)→换刀臂上升(装刀)→主轴液压缸上升(抓刀)→换刀臂左移(C→B)→刀库转动(找出旧刀具位置)→换刀臂左移(B→A返回旧刀具给刀库)→换刀臂右移(A→B)→刀库转动(找下一把刀)。
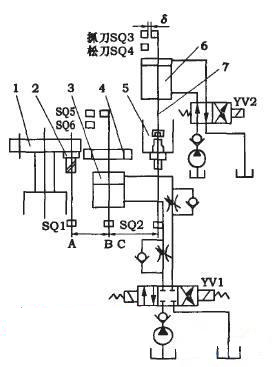
图1 自动换刀控制示意图
换刀臂平移至C位置时,无拔刀动作,分析原因,有几种可能:
(1)SQ2无信号,所以未输出松刀电磁阀YV2的电压,主轴仍处于抓刀状态,换刀臂不能下移。
(2)松刀接近开关SQ4无信号,则换刀臂升降电磁阀YVl状态不变,换刀臂不下降。
(3)电磁阀有故障,给予信号也不动作。逐步检查,发现SQ4未发出信号。进一步对SQ4进行检查,发现感应间隙过大,导致接近开关无信号输出,产生动作障碍。将感应间隙δ调至1 111111,故障消除。
2.3 根据控制对象的工作原理诊断故障
数控机床的PLC程序是按照控制对象的控制原理来设计的,通过对控制对象的工作原理的分析,结合PLC的I/O状态来进行检查。
例3:数控车床工件夹紧故障。
故障现象:该车床配备FANUC一0T系统,当脚踏尾座开关使套筒顶尖顶进工件时,系统产生报警。尾架套简的示意图和PLC输入开关分别如图2和图3所示。
故障诊断:在系统诊断状态下,调出PLC输入信号,发现脚踏开关输入X04.2为“1”,尾座套筒转换开关X17.3为“1”,润滑油液面开关X17.6为“1”。调出PLC输出信号,当脚踏向前开关时,输出Y49.0为“1”,同时电磁阀也得电。这说明系统PLC输入输出状态均正常。因此,尾座套筒液压系统有问题。
析图2:当电磁阀YV4.1得电后,液压油经溢流阀、流量控制阀和单向阀进入尾座套筒液压缸,使其向前顶紧工件。松开脚踏开关后,电磁换向阀处于中间位置,油路停止供油,由于单向阀的作用,尾座套筒向前时的油压得到保持。该油压使压力继电器常开触点接通,在系统PLC输入信号中X00.2为“1”,但检查系统PLC输入信号X00.2为“0”,说明压力继电器触点信号有问题。经进一步检查发现其触点开关损坏,从而造成PLC输入信号为“0”,系统认为尾座套筒未顶紧而产生报警。更换一新的压力继电器后,故障排除。

图2 尾建控制示意图
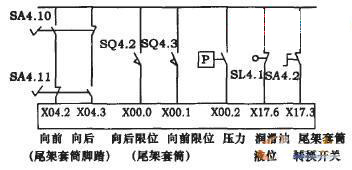
图3 尾架套筒的PLC输入开关
2.4 根据PLC的∥o状态诊断故障
数控机床中,输入输出信号的传递一般都要通过PLC接口来实现,因此,许多故障都会在PLC的I/0接口这个通道反映出来。数控机床的这个特点为故障诊断提供了方便,不用万用表就可以知道信号的状态,但要熟悉有关控制对象的正常状态和故障状态。
2.5 通过梯形图诊断故障
根据PLC的梯形图来分析和诊断故障是解决数控机床外围故障的基本方法。用这种方法诊断机床故障,首先应搞清机床的工作原理、动作顺序和联锁关系,然后利用系统的自诊断功能或通过机外编程器,根据PLC梯形图查看相关的输入输出及标志位的状态,从而确定故障原因。
例4:配备SIN810数控系统的加工中心,出现分度工作台不分度的故障且无报警。
根据工作原理,分度的齿条和齿轮啮合,这个动作是靠液压装置来完成的,由PLC输出Q1.4控制电磁阀YVl4来执行。PLC相关部分的梯形图如图4。
通过数控系统的DIAGNOSIS中的“STATUS PLC”软键,实时查看Q1.4的状态,发现其状态为“0”;由PLC梯形图查看F123.0也为“0”,按梯形图逐个检查,发现F105.2为“0”,导致F123.0为“0”;根据梯形图查看STATUS PLC中的输入信号,发现IlO.2为“0”从而导致F105.2为“0”。19.3、19.4、110.2、IlO.3为4个接近开关的检测信号,以检测齿条和齿轮是否啮合。分度时,这4个接近开关都应有信号,即都应闭合,现发现110.2未闭合。处理方法:检查机械部分确认机械是否到位;检查接近开关是否损坏。根据这个线索继续查看,最后发现反映二、三工位分度头起始位置检测开关19.4、110.2动作不同步,导致了工作台不旋转。进一步确认为三工位分度头产生机械错位。调整机械装置,使其与二工位同步后,故障消除。

图4 故障机床PLc相关部分梯形图
2.6 动态跟踪梯形图诊断故障
有些数控系统带有梯形图监控功能,调出梯形图画面,可以看到输入输出点的状态。梯形图执行的动态过程,有的需要机外编程器,在线监控程序的运行。当有些PLC发生故障时,因过程变化快,查看L/O及标志无法跟踪。此时需要通过PLC动态跟踪,实时观察I/O及标志位状态的瞬间变化,根据PLC的动作原理做出诊断。
结语
通过以上思路和实例,要做好用PLC对数控机床故障检测须注意以下几点:
(1)了解机床各组成部分检测开关的安装位置,如加工中心的刀库、机械手和回转工作台,数控车床的旋转刀架和尾架,机床的气、液压系统中的限位开关、接近开关和压力开关等,弄清检测开关作为PLC输入信号的标志。
(2)了解执行机构的动作顺序,如液压缸、气缸的电磁换向阀等,弄清对应的PLC输出信号标志。
(3)了解各种条件标志,如起动、停止、限位、夹紧和放松等标志信号。
(4)借助必要的诊断功能,必要时用编程器跟踪梯形图的动态变化,搞清故障原因,根据机床的工作原理做出诊断。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
