提高工作效率 提高机床工作精度
机床投产后,Y轴(主轴箱上下移动)一直达不到加工精度,主要有以下问题:
1加工孔时,孔的中心高与要求的中心高偏差大,有时竟达1mm。
2加工深孔时,所加工孔轴心线倾斜,平行度达不到要求。
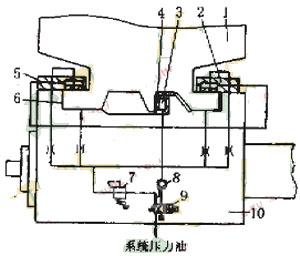
1.立柱 2、3、5.夹紧块 4.立柱导轨面B 6.立柱导轨面A 7.减压阀 8.单向阀 9.电磁换向阀 10.主轴箱
图1 机床Y轴夹紧机构控制原理图
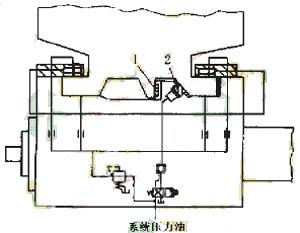
1.塞铁 2.改进的夹紧块
图2 改进后的Y轴夹紧机构控制原理图
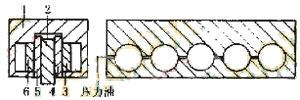
1.夹紧块本体 2.夹紧导轨 3、6.活塞 4、5.铜垫板
图3 夹紧块结构
针对这两个问题,技术人员曾对机床各导轨水平度和垂直度进行了调整,效果不明显。为此,笔者对操作者装夹和校调工件进行了现场观察和分析,发现操作者在机床Y轴放松情况下(便于主轴箱上下移动)校调工件,校调好后,将Y轴夹紧进行加工。这一现象引起笔者的注意。于是在Y轴夹紧后,让操作者再回到基准面进行校核,发现机床主轴“上翘”了0.8mm。这说明Y轴夹紧引起了主轴偏移。机床Y轴夹紧机构控制原理如图1所示,其中电磁换向阀9控制Y轴夹紧与放松,减压阀7调节Y轴各导轨的润滑压力。夹紧块2、3、5对主轴箱3个方向夹紧。通过受力分析可知,夹紧块3对主轴偏移影响最大。
进一步研究,又发现主轴箱设计有一套平衡机构,当主轴滑枕(W轴)向外移动时,主轴箱重心也随着前移。为了防止主轴“倾头”,主轴箱上前端吊挂钢丝自动收紧,其收紧力与机床主轴滑枕(W轴)位移量成正比,使主轴箱有“上翘”的趋势,从而消除主轴滑枕下垂对加工精度的影响。由此来看,主轴箱与立柱导轨结合面A、B必须有一个合理的间隙,才能实现平衡机构的补偿功能。当机床Y轴夹紧后,夹紧块3(位于主轴箱顶部)使主轴箱与立柱之间产生一个作用力,又由于主轴箱与立柱在作用力方向有间隙,从而使主轴箱在Y轴夹紧后出现“翘头”现象。
为了解决此问题,笔者对机床Y轴夹紧方式和润滑作出以下技术改进(图2)。
拆除夹紧块3,其间安装楔形塞铁,调整塞铁使主轴箱与立柱导轨之间留有合理间隙。
在主轴箱上设计了一套夹紧块,安装位置如图2所示,夹紧块的结构见图3。该夹紧块采用双面夹紧方式,其中夹紧导轨安装在机床立柱上,其工作原理是通过夹紧块中左、右5个活塞在压力油的作用下,推动铜垫板使其压在夹紧导轨上,从而达到夹紧的目的。
夹紧后产生有效的作用力为 F=10pmPD2/4
式中:F——夹紧后产生的有效作用力,N
?——铜垫板与夹紧导轨之间的摩擦系数,取?=0.19
P——夹紧块中的压力油工作压力,P=2MPa
D——活塞直径,D=80mm
通过计算得出夹紧后产生的有效作用力为19000N,而原夹紧机构产生的有效作用力为16000N,显然满足机床的夹紧要求。通过受力分析,改进的夹紧块夹紧后使主轴箱在水平方向无作用外力。因而达到了改进的目的。
改进了机床Y轴的润滑油路(图2),使Y轴始终有油润滑,主轴箱与立柱导轨面之间保持稳定的油膜刚度,减少了主轴箱夹紧后对机床精度的影响。另外还增设了主轴箱对立柱导轨面A、B的润滑油路,以减少这两导轨面的磨损。
改进后当机床的W轴、Z轴都伸出到最大极限位置时,夹紧Y轴,测得主轴向上仅偏移了0.01mm左右,可保证零件的加工精度。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈




