JUNKER:具有革命性的轿车凸轮轴加工方案
在高生产率的整体加工四气门柴油机凸轮轴方面,Junker公司为大众汽车Polska发动机工厂交付的Jucenter 6L机床提供了高性价比的加工方案。在一台机床上以两次装夹,用成组砂轮对所有轴颈和轴端颈的直径进行磨削,并同时用另两个砂轮架对两个径向不同的凸轮成对进行精加工。

成对磨削径向差异的凸轮节省50%主加工时间
替代磨削外圆和凸轮外形的传统单一磨床间的相互链接,新Jucenter 6L磨床将两次磨削工艺流程统一到一台机床,在一个共同的床身上装有两个完全相互独立工作的磨削工位,只需进行两次分别装夹。在其左侧的工位1上,在对凸轮轴首次夹紧后,借助X方向行进的磨削单元使用CBN-成组砂轮,采用切入式多轴颈磨削工艺对所有轴颈和轴端颈直径同时通过测量控制进行精磨削。同时在机床右侧的工位2在第二次工件夹紧下,借助另两个紧凑布置的磨削单元,对由缸体情况决定的不同凹曲面和径向凸轮位置的两个凸轮同时进行精磨削。
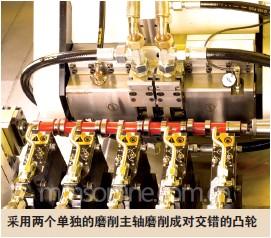
为了能够对距离很近的凸轮成对磨削,在Jucenter 6L结构特别紧凑的磨削头架右侧设计有一个CBN-砂轮,另一个布置在其左侧。两个为高精度非圆磨削而优化的主轴箱可以在床身上共同沿Z方向行进,以便可以依次加工所有的凸轮对。相对于依次磨削8个单凸轮的传统凸轮磨床,Jucenter 6L的成对磨削四对凸轮工艺时间降低了一半。工位2的构思是用于大众加工任务的新型Jucenter 6L的真正设计亮点,因为该四气门柴油机凸轮轴上相邻的阀门凸轮是径向交错的。就是因为这个特殊性,在此之前凸轮的成对同时磨削没有能够实现。

轴颈 / 轴端颈成组磨削
外圆加工也从此新型机床方案中受益。采用成组磨削的切入式磨削意味着:一次切深进给,就将工件的所有直径加工完成。Jucenter型铁支座上。在此由上下料龙门架夹持器将毛坯件抓起,送往工位.
1,然后与那里已经经过轴颈 / 轴端颈磨削的凸轮轴交换。随即,龙门架行进到工位2,将来自工位1的工件与在工位2已经完成全部加工的凸轮轴交换。来自工位2的成品件将接着被上下料龙门架送到位于机床右侧的清洗工位。清洗之后,借助一个回转机构使成品件到达布置在磨床之前的输送带,以便将其送回到靠近放置工位(V型铁支座),再由工人手工码垛。
反复上下料的原则
Junker方案遵循了大众公司规划者要求的生产过程中所谓的反复上下料的原则。这里涉及到流水线生产或连续性生产的一种方式,所有参与制品生产的机床(遵循对象原则)应当近距离安放。与机床旁工人相关的所有过程尽可能地自动化。由此,工人在实际生产过程中只承担手工将单个工件从机床到机床的运输任务。在此项目中车床、磨床和清洗机构成一个完整的加工岛,并要求不用昂贵的总体流水线链接对工件进行运送处理。本磨床只采用一个Fanuc数控系统控制运行,诸如冷却液供给、高压工位、液压气动、润滑和油雾抽排之类的外围设备不再重复采用。新Jucenter 6L在对带有交错凸轮的四气门发动机凸轮轴批量生产时证实了最高性价比的解决方案。如果将用户所要求的外围设备计算在内,将更具有节约潜力:场地需求、机床间的链接、不必中间库存、更低的能量消耗等。
逐步找到最佳解决方案
在大众项目中最先考虑的是对位于Polkowice大众工厂现有机床的技术改造,其虽然比另一种采购新标准磨床的选择经济的多,但在进行了具体的综合生产能力评估之后,很快被Junker公司正处于研发
制造阶段的首台Jucenter 6L 而替代。当在2007年1月Junker只有一台处于内部试制阶段的样机时,大众汽车公司对此新机床方案极为感兴趣。不久此机床在Polkowice的工厂投入使用。
要达到一台与Jucenter 6L同样的产量,传统的需要一台轴颈磨床和三台凸轮磨床。仅此就使这个项目所要求的机床明显减少,这还意味着更少的场地需求、更少量的操作设备。即使将工件相关的辅件和备件计算在内,新方案的成本远比原有的一半还低。
“两个为高精度飞圆磨削而优化的主轴箱可以在床身上共同沿Z方向前进,以便可以依次加工所有的凸轮对。”
Jucenter 6L的方案是按照某一工件的批量生产而设计的。但是四气门发动机却有一个进气凸轮轴和一个排气凸轮轴。所以在大众公司的首台机床,先是交替磨削这两种产品。对此为了更换工装需要约2个小时,最花费时间的是更换工位1上带有成组砂轮的主轴。在2008年5月第二台Jucenter 6L交付使用。在此之后,一台机床只生产进气凸轮轴,另一台则只生产排气凸轮轴。新加工方案不仅适用于凸轮和曲轴加工,并且还适用于从前不能在一台机床上一次装夹完全加工的传动轴。

声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

