汽车曲轴加工工艺概述
汽车曲轴为汽车发动机主要零部件,目前以球墨铸铁和锻钢材料为主。曲轴主要加工部位为曲轴颈、连杆颈、曲柄、大头和小头。由于零件回转中心和加工面中心不能在同一轴线,因此零件加工较为复杂,目前粗加工零件主要采用CNC车削、CNC内铣和CNC车拉(含车-车拉)三种工艺。后又开发出CNC高速外铣,它对平衡块侧面需加工的曲轴,比上述三种工艺的生产效率还要高。目前国内小型曲轴采用了轴头车削、铣削、曲轴颈和连杆颈随动外铣和内铣的加工方式,采用引进德国、日本生产线为主要生产设备,其效率很高,并且质量稳定,并有多年生产该系列刀具为主的国外厂商占据了国内曲轴加工的大片市场。
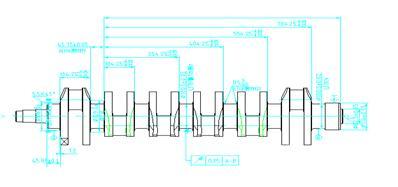
下述为国内某汽车厂具有代表性的卡车曲轴生产工艺。(六缸柴油发动机)
工艺路线为:
质量中心孔外委加工。
——OP10车后端面法兰面及第七主轴颈(机床CK6154/1500)
——OP20车前端面及第一主轴颈面及割槽(机床CK6154/1500)
——OP30打标(打标机)
——OP40内铣主轴颈、连杆颈(粗加工、机床RFK200/1250)
——OP50内铣曲轴颈、连杆颈(精加工、机床RFK200/1250/2)
——OP60钻直油孔、斜油孔及孔口倒角(油孔钻削加工中心BW250-2)
——OP70修磨油孔口去毛刺
——OP90感应淬火(设备AKWH-F淬火机)深度4MM
——OP95热校直(回火炉)
——OP97线切割
——OP100回火
——OP110修两端中心孔及两端孔加工(设备V500-1200加工中心)
——OP115中间检验
——OP120粗磨1、3、4、5、7主轴颈和精明油封轴颈
——OP130精磨1~6档连杆颈
——OP140磨2~6档主轴颈
——OP150精磨止推档轴颈和第一主轴颈
——OP160精磨小头法兰面外园
——OP170精磨大头法兰面外园
——OP180荧光磁探伤
——OP190修磨油孔口毛刺去尖角
——OP200动平衡
——OP220抛光所有主轴颈连杆颈及外园
——OP240终检。
根据以上工艺过程看出:通常我们见到的小型车曲轴加工工艺和大型卡车曲轴加工工艺有很大的区别,并且在完全冷加工过程中的刀具主要消耗上有所区别,大致可以分为三部分,即车削刀片、内铣刀片、和整体硬质合金孔加工刀具。刀具消耗量主要在OP10、OP20、OP40、OP50及OP60工序加工中涉及到的数控刀具的消耗上。内铣工艺在刀具消耗上同样具有消耗量大的特点。下面就以上三个部分对刀具品种以及刀具使用特点进行概述:
1.根据客户生产线的特点,在车削部分,大部分都为标准刀片,基本为C型、D型、V型刀片和6MM宽的切槽刀,其中在粗精加工方面再进行细分。使用的机床为CK6145CNC,柔性较高。由于零件较大,车削加工线速度一般较低,基本控制在150m/min以下,此工序由于切削速度较低,体现刀具性能的主要方面为刀具的断屑性能,因此槽型的选择在该工序为主要选择重点。国外某刀具公司的刀片在这部分的应用主要体现为其老槽型在断屑上基本能控制螺旋状的铁屑,但断屑不能完全解决,特别是6MM宽切槽刀的断屑问题不能解决,目前我们采用了公司的黑金刚刀片牌号和-PM断屑槽型,-PM槽型在低速加工时断屑情况较好,所以目前客户一直使用钻石品牌刀片,在产品性价比上能够占有绝对的优势。




2.内铣工序主要为内铣连杆颈、曲轴颈、配重块外园及侧面加工。在进行该序时,刀片全部参与切削,德国HELLER机床公司开发的数控曲轴内铣机床,效率较高,切削速度在300m/min以上、刀具磨损比较快,对刀片的要求主要体现在刀片的一致性要好,安装精度要达到要求.粗精铣刀片的端跳都要控制在0.02mm以内,要求刀片的磨损一致,全盘刀片要求统一更换,实现刀片的合理消耗。目前使用的内铣刀片还是以进口刀片为主,其中共计有5款刀片,全部属于非标产品,控制主轴颈、连杆轴颈直径误差为±0.07mm,轴颈宽度误差为±0.05mm,圆度误差为0.08mm,圆柱度误差为0.08mm,轴向尺寸误差为±0.1mm,连杆轴颈分度误差为0.1mm,表面粗糙度为Ra12.5μm曲轴内铣刀盘具有断屑性能好加工效率高的特点。
目前我公司已经开发了该系列刀片并成功替换了原用进口刀片,在不影响生产效率的前提下为客户降低了制造成本。
|
P4400-101281 |
|
P3400-100340 |
|
P3400-100352 |
|
P3400-100353 |
|
P4500-100580 |
|
P4500-100581 |
|
P4500-100582 |

曲轴内铣刀盘图片(一组7个)
3.孔加工刀具,曲轴小头和法兰头的螺纹底孔以及螺纹加工采用了专机一次加工完成,钻削中心机床左右各有主轴进行双主轴加工,加工效率较高,在刀具选择上各有千秋,在加工42CrMoA材料上对刀具的要求主要是断屑和加工性能的稳定,进口刀具略显优势。主要问题为钻头加工过程中的断屑和崩刃问题,很多刀具厂家在该工序试用都出现此问题,究其原因主要是客户加工材料的不稳定而造成,国产料和进口料有很大的区别,在加工上也有很打的差别。


曲轴端面孔加工机床刀具库图片。
我司整体硬质合金钻头在客户试用的效果和进口品牌刀具不相上下,有很好的断屑和切削性能,在客户中有很好的评价,正逐步扩大在曲轴该类孔加工刀具应用的市场占有率。
曲轴加工在汽车行业有举足轻重的地位,尽管曲轴加工工艺复杂但其材料并不复杂,尤其是卡车曲轴还只有锻钢材料。只要根据客户的加工要求合理的选择标准车削刀具,并能够有针对性的开发曲轴铣削刀具系列以及非标整体硬质合金孔加工刀具,就能够在曲轴加工中有很好的发挥,目前钻石品牌刀具在同行业中有着很好的声誉,随着客户对降低成本的要求日益提高,我公司将努力为客户提供越来越多的刀具国产化优化解决方案。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

