铰削最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
铰削
>
铰削最新资料
铰削最新资料 第4页
2012中国(南京)国际金属加工展即将上演
2012中国(南京)国际金属加工展览会(AMBChina)将于今年10月15至17日在南京国际博览中心隆重举办。来自中国、德国、瑞士、美国、意大利、丹麦、比利时、法国、韩国、日本、中国台湾、香港十二个国家和地区的156家参展商,将集中展示他们在金属切削机床、金属成形机床..
孔加工
机床
刀具
模具
机械
阅读全文
苏州阿诺入选苏州青商十年成长企业TOP10
9月27日由共青团苏州市委员会、苏州市青年联合会、苏州市青年商会联合开展的"苏州青商十年成长企业'TOP 10'"评选结果在苏州凯宾斯基大酒店隆重揭晓。苏州阿诺精密切削技术股份有限公司在众多候选企业中突出重围,成功入选,喜获"苏州青商十年成长企业'TOP 10'"。 此次入..
钻头
铣刀
孔加工
刀具
阅读全文
SMP公司展示万能五轴数控工具磨床
近日,法国SMP公司就其标志性产品CA6型数控工具磨床进行了隆重的展示。据悉,该磨床是一款万能五轴磨削中心,具有很长的纵向行程和大面积工作台,适合中大型刀具在尾座、机动托架和倾斜跟刀装置的辅助下磨削。实现了只要一台机床,就可重磨或制造如下刀具:钻头、铰刀、..
钻头
磨床
铣刀
孔加工
刀具
阅读全文
CoroReamer 435 和 835 - 全新高性能精密铰刀
山特维克可乐满将于 10 月 1 日 推出两款全新铰刀 – CoroReam 435 和 835 。来自 CoroReamer 系列的整体硬质合金铰刀能够 满足 高表面质量和小公差的要求。此类铰刀具有专用槽形和内冷却,能够确保极佳的孔质量和可靠的加工安全性。 CoroReamer 435 是一种多用途的高性..
山特维克可乐满
孔加工
刀具
阅读全文
Silent Tools® - 解决问题并提升生产效率的利器
当需要使用长悬伸刀具加工普通刀具难以到达的深型腔的零件时,许多生产工程师往往视减振刀柄为理想选择,但对这些创新性刀具而言还存在着其他更多应用,例如,山特维克可乐满的Silent Tools®系列不仅能够解决减振问题,而且还可提升生产效率。此外,尽管大多数Silent To..
山特维克可乐满
铰销
刀具
阅读全文
山特维克:减振刀具Silent Tools引领减振加工之方向
当需要使用长悬伸刀具加工普通刀具难以到达的深型腔的零件时,许多生产工程师往往视减振刀柄为理想选择,但对这些创新性刀具而言还存在着其他更多应用,例如,山特维克可乐满的Silent Tools?系列不仅能够解决减振问题,而且还可提升生产效率。此外,尽管大多数Silent To..
铰销
车床
铣床
车刀
刀具
阅读全文
分享汽车模具高速切削加工技术
目前国际上高速切削加工技术主要应用于汽车工业和模具行业,尤其是在加工复杂曲面的领域,工件本身或刀具系统刚性要求较高的加工领域,显示了强大的功能。其高效、高质量为人们所推崇。随着我国市场经济的蓬勃发展,作为制造业的重要基础的模具行业迅速发展,这为高速铣..
铰销
加工中心
铣床
汽车
模具
阅读全文
如何高速高精度孔加工
除采用CNC切削方式对孔进行精密加工外,还可采用镗削和铰削等方式对孔进行高精度加工。随着加工中心主轴的高速化,已可采用镗削工具对孔进行高速精密加工。据报道,目前在铝合金材料上进行φ40mm左右的镗削加工时,切削速度已可提高到1500m/min以上。在用CBN烧结体作切削..
铰销
加工中心
孔加工
阅读全文
数控刀具变频器
数控刀具的定义 数控刀具是机械制造中用于切削加工的工具,又称切削工具。广义的切削工具既包括刀具,还包括磨具;同时“数控刀具”除切削用的刀片外,还包括刀杆和刀柄等附件! 根据刀具结构可分为: 整体式:刀具为一体,由一个坯料制造而成,不分体; 焊接式式:采用..
镗刀
车刀
铣刀
孔加工
刀具
阅读全文
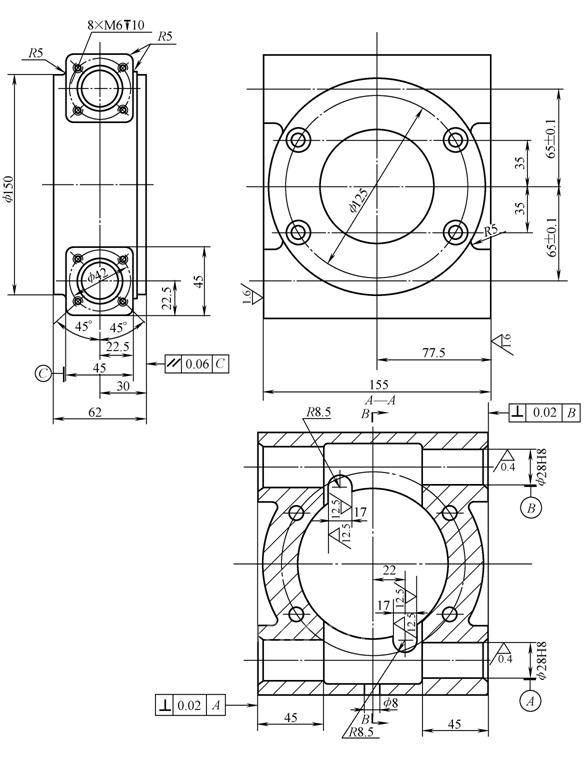
机械加工基本知识及双孔缸体实例
2. 双孔缸体 实例 机械加工工艺分析如下 1)工件的工艺性能和结构刚性一致。 2)选择工件材料(HT200)及结构特点,宜先采用铸件。 3)孔2×φ28H8与配件配合间隙0.008~0.015mm,为保证质量和减少 废品,一般用配磨件50-302的外圆尺寸来达到。 4)孔φ32mm刀具检查的目的..
孔加工
刀具
机械
阅读全文
机械加工基本知识及铰刀套筒体实例
方法及实例 在工艺文件中,机械加工工艺卡片是按产品零部件的机械 加工工艺编制的一种工艺文件。 一、机械加工工艺卡片的制订 (1)对零件图进行工艺分析 分析时着重从零件的材料、结构特点、技术要求等方面了解其工艺特点。 (2)毛坯的选择 选择毛坯类型(如铸件、锻件..
车床
车刀
孔加工
机床
刀具
机械
阅读全文
何谓精密制造(Precision Manufacturing)
(1)加工精度(Working accuracy) 可区分为相对精度(Relative Accuracy)与绝对精度(Absolute Accuracy) (2)绝对机度系指公差值(Tolerance) 如200±0.1mm中之公差值±0.1mm即为绝对精度 相对精度则为容许公差值与工件尺寸之比值 如0.1/200=0.0005 (3)通常加工精度包含 (a)尺..
铰销
车床
铣床
车刀
阅读全文
几种量具刃具用钢性能和用途
9SiCr 性能:常用的低合金工具用钢,具有较高的淬透性、淬硬性和回火稳定性。适合于分级淬火和等温淬火,热处理变形较小。 用途:用于制造形状复杂、变形小、耐磨性高、低速切削的刀具,如钻头、螺纹工具、板牙、丝锥、铰刀、搓丝板、滚丝轮、齿轮铣刀、及机用冲模、打..
螺纹加工
孔加工
刀具
阅读全文
改制小经验:麻花钻改磨成锥孔铰刀
在生产中,往往会遇到各种锥度不同的锥孔,没有合适的锥孔铰刀,尤其在单件或小批量生产时,为了减少加工锥孔所用的专用铰刀,以及减少所用的工艺流程和时间,可用普通麻花钻来改磨成锥孔铰刀,经多次使用,效果很好。 改制的方法:将标准的麻花钻,在磨床上磨成所需铰..
麻花钻
孔加工
刀具
阅读全文
标准件电加热热锻设备
新型高频感应加热设备,热处理设备,淬火热处理,钎焊设备,锻压设备,高频感应加热电源。 该产品分高频、中频。高频和中频都有普通和自动机型。 一、应用范围 1、透热成型 各类标准件、紧固件、机械零配件、五金工具、直柄麻花钻的热镦、热轧、金属材料加热退火。如:..
车刀
铣刀
孔加工
刀具
阅读全文
内镀法金刚石铰刀的设计与制造(下)
3内包容金刚石铰刀的结构设计 目前金刚石铰刀有固定式和可调式两大类型,。为了加工出高精度内孔,金刚石铰刀宜采用固定式。因为固定式铰刀制造工艺简单,易于修磨,成本较低,加工孔的尺寸稳定性好。下面具体讨论一下铰刀主要部分的结构设计。校正部的设计校正部是铰刀..
孔加工
刀具
阅读全文
内镀法金刚石铰刀的设计与制造(上)
1前言 金刚石铰刀是近20年发展起来的一种高精度内孔加工刀具。由于它的加工精度高(一般可达2µm)、表面粗糙度值小(一般可达Ra0.4~0.2µm)、加工效率高(一般可提高3~5倍)、寿命长(一般能加工10000件以上)、质量稳定可靠,因而在液压、农机、汽车、机床、军工等行业中得到..
孔加工
刀具
阅读全文
铰削、拉削、钻孔用切削液
铰削: 铰削加工是对孔的精加工,要求精度高。铰削属低速小进给量切削,主要是刀具与孔壁成挤压切削,切屑碎片易留在刀槽或粘接在刃边上,影响刃带的挤压作用。破坏加工精度和表面粗糙度,增加切削转矩,还会产生积屑瘤,增加刀具磨损。铰孔基本上属于边界润滑状态,一..
铰销
孔加工
刀具
润滑
阅读全文
铰削|拉削|钻孔用啥切削液
★铰削: 铰削加工是对孔的精加工,要求精度高。铰削属低速小进给量切削,主要是刀具与孔壁成挤压切削,切屑碎片易留在刀槽或粘接在刃边上,影响刃带的挤压作用。破坏加工精度和表面粗糙度,增加切削转矩,还会产生积屑瘤,增加刀具磨损。铰孔基本上属于边界润滑状态,..
铰销
孔加工
润滑
阅读全文
深孔铰刀的改进
采用标准铰刀加工L/D>5的深孔时,操作比较困难,经常出现铰刀折断现象,且孔的表面质量不易达到加工要求,其主要原因是深孔排屑困难,堵塞在孔内的切屑容易刮伤已加工表面,并挤坏铰刀刀刃;此外,由于冷却液不易到达切削区,难以对铰刀进行有效冷却,从而加剧铰刀磨损..
孔加工
刀具
阅读全文
从车铣复合到完整加工
车削时工件旋转,刀具移动;而铣削时工件不动,刀具旋转和移动。这就给工序集约带来了一定的难度。例如,一对汽车万向节,它属于回转体零件,但除了车削加工外,还需要进行铣削、钻削、铰削以及齿形加工等10余种不同的工序。特别是齿形加工,还要保持工件和刀具运动之间..
车削加工中心
铰销
加工中心
车床
铣床
车刀
机械
阅读全文
麻花钻可以改磨成锥孔铰刀
在生产中,往往会遇到各种锥度不同的锥孔,没有合适的锥孔铰刀,尤其在单件或小批量生产时,为了减少加工锥孔所用的专用铰刀,以及减少所用的工艺流程和时间,可用普通麻花钻来改磨成锥孔铰刀,经多次使用,效果很好。 改制的方法:将标准的麻花钻,在磨床上磨成所需铰..
麻花钻
磨床
孔加工
刀具
阅读全文
高速切削在模具制造中满足现代模具加工要求
在美国、德国和日本等工业发达国家,其模具工业近年来正在进行一场大规模的技术革命,这就是逐步用高速切削机床替代电加工设备,对模具型腔进行高效精密加工。这些机床主要包括各种高速数控铣床、加工中心等。 高速加工机床特点 1.大承重和高刚性 这是由于模具正在向大..
铰销
加工中心
铣床
模具
阅读全文
铰孔加工中问题产生的原因和解决措施
在铰孔加工过程中,经常出现孔径超差、内孔表面粗糙度值高等诸多问题。 问题产生的原因 铰刀外径尺寸设计值偏大或铰刀刃口有毛刺;切削速度过高;进给量不当或加工余量过大;铰刀主偏角过大;铰刀弯曲;铰刀刃口上粘附着切屑瘤;刃磨时铰刀刃口摆差超差;切削液选择不合..
孔加工
刀具
阅读全文
铰削与铰刀的概念
铰削 利用铰刀从已加工的孔壁切除薄层金属,以获得精确的孔径和几何形状以及较低的表面粗糙度的切削加工。铰削一般在钻孔、扩孔或镗孔以后进行,用于加工精密的圆柱孔和锥孔,加工孔径范围一般为3~100毫米。由于铰刀的切削刃长,铰削时各刀齿同时参加切削,生产效率高..
铰销
孔加工
刀具
阅读全文
刀具调刀规范的具体内容
机加工自动线的换刀工作是生产线操作工必须做的工作内容之一。如何合理的规范换刀,这是减少加工首件出现废品的保障手段之一。机加工线的刀具有些已有刀具管理部门调整完成,送到线旁;有些需有操作工直接调换刀片完成刀具更新,但这些均需有操作工完成新旧刀具的更换和..
铣刀
螺纹加工
孔加工
刀具
阅读全文
钻—铰刀在加工装配阀芯上的应用
钻—铰刀用于加工装配阀芯的阀体上的孔。此类刀具有整体高速钢、整体硬质合金、焊接硬质合金、焊接金刚石和可转位等多种型式。它们在市场上占有不同的份额。由于可转位钻—铰刀的氮化钛涂层刀片费用低廉、重复性好,因此其使用范围越来越广。 可转位钻—铰刀能够降低..
孔加工
刀具
阅读全文
汽车发动机加工:向刀具要效益
全球的汽车制造商们都在力争生产更经济和更节能的汽车,他们也拥有很多削减成本的方式,以实现这一目标。针对乘坐室,可选用新型材料;针对底盘,可以制造通用型、模块化的“平台”以及更多的标准零件;对于附件和电子器件,可以研发更加精密的组件。据统计,汽车工业投..
铰销
刀具
汽车
阅读全文
高速钢的材料
高速钢是一种含多量碳(C)、钨(W)、钼(Mo)、铬(Cr)、钒(V)等元素的高合金钢,热处理后具有高热硬性。当切削温度高达600℃以上时,硬度仍无明显下降,用其制造的刀具切削速度可达每分钟60米以上,而得其名。高速钢按化学成分可分为普通高速钢及高性能高速钢,按制造工艺可..
钻头
铣刀
螺纹加工
孔加工
刀具
阅读全文
几种量具的用钢性能和用途
9SiCr 性能:常用的低合金工具用钢,具有较高的淬透性、淬硬性和回火稳定性。适合于分级淬火和等温淬火,热处理变形较小。 用途:用于制造形状复杂、变形小、耐磨性高、低速切削的刀具,如钻头、螺纹工具、板牙、丝锥、铰刀、搓丝板、滚丝轮、齿轮铣刀、及机用冲模、打..
车刀
孔加工
刀具
阅读全文
刀具涂层与种类
刀具涂层及种类 自从20世纪60年代以来,经过近半个世纪的的发展,刀具表面涂层技术已经成为提升刀具性能的主要方法。刀具表面涂层,主要通过提高刀具表面硬度,热稳定性,降低摩擦系数等方法来提升切削速度,提高进给速度,从而提高切削效率,并大幅提升刀具寿命。 一、..
铣刀
螺纹加工
孔加工
刀具
阅读全文
涂层高速钢刀具的概述、优点、实验数据及使用经验
1 概述 在高速钢刀具的基体上,用物理气相沉积方法(PVD),涂覆耐磨材料薄层,可以大幅度地提高高速钢刀具的使用性能。—般,涂层材料用TiN、TiC等,但多采用TiN。涂层后,刀具表面呈金黄色。涂层厚度为5~10µm。 涂层高速钢刀具约在1980年出现在国际市场。发展极为迅速..
车刀
孔加工
刀具
阅读全文
数控刀具最基本的常识
机床与刀具的发展是相辅相成、相互促进的。刀具是由机床、刀具和工件组成的切削加工工艺系统中最活跃的因素,刀具切削性能的好坏取决于刀具的材料和刀具结构。切削加工生产率和刀具寿命的高低加工成本的多少、加工精度和加工表面质量的优劣等,在很大程度上取决于刀具材..
立铣刀
钻头
铣刀
孔加工
机床
刀具
阅读全文
影响刀具硬度的因素
刀具的硬度用洛氏硬度计进行检测。钢制道具检测HRC硬度,硬质合金制造的刀具检测HRA硬度,PHR系列便携式洛氏硬度计十分适于检测刀具硬度。仪器重量0.7kg,精度与台式机相同,可以像千分尺一样试用,无论使用和携带都十分方便。 影响刀具质量的因素有很多。其中,硬度是..
镗刀
钻头
车刀
铣刀
螺纹加工
孔加工
刀具
阅读全文
刀具知识的综述
刀具是机械制造中用于切削加工的工具,又称切削工具。广义的切削工具既包括刀具,还包括磨具。 绝大多数的刀具是机用的,但也有手用的。由于机械制造中使用的刀具基本上都用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具。切削木材用的刀具则称为木工刀具..
镗刀
钻头
车刀
铣刀
孔加工
刀具
阅读全文
山特维克可乐满:复杂深孔的高效加工方法
复杂的深孔加工变得越来越富有挑战性。 零件通常需要具有更多特征,例如非常小的孔、内腔、不同的孔径、轮廓、凹槽、螺纹及不同的孔方向。 要高效地完成此类公差很小的孔的加工,不仅需要具备丰富的经验和研发资源,而且需要良好的研发能力和应用设备,并要实质性地参与..
山特维克可乐满
铰销
加工中心
钻床
孔加工
阅读全文
内镀法金刚石铰刀的设计原理与制造
1 前言 金刚石铰刀是近20年发展起来的一种高精度内孔加工刀具。由于它的加工精度高(一般可达2µm)、表面粗糙度值小(一般可达Ra0.4~0.2µm)、加工效率高(一般可提高3~5倍)、寿命长(一般能加工10000件以上)、质量稳定可靠,因而在液压、农机、汽车、机床、军工等行业中得..
孔加工
机床
刀具
汽车
阅读全文
精密制造 关乎国计民生
所谓的精密制造是指在制造过程中加工工艺的精密程度及对整个流程的监控和控制范围,从而实现加工制造的高度精准和细致。就我国现阶段的国情来说,实现精密制造是关乎国际民生的大事,也是现阶段利国利民的大事,说到国计民生首先想到的就是医疗器械和航空工业。 “母机..
铰销
机床
刀具
测量
航空
医疗
阅读全文
铰削和铰刀的基本概念
铰削 利用铰刀从已加工的孔壁切除薄层金属,以获得精确的孔径和几何形状以及较低的表面粗糙度的切削加工。铰削一般在钻孔、扩孔或镗孔以后进行,用于加工精密的圆柱孔和锥孔,加工孔径范围一般为3~100毫米。由于铰刀的切削刃长,铰削时各刀齿同时参加切削,生产效率高..
铰销
孔加工
刀具
阅读全文
ALVAN环式铰刀
ALVAN环式铰刀。刀尖有硬质合金(carbide),瓷金(cermet),钻石刀(PCD),及氮化硼(CBN),孔径涵盖0.6929”到7.8975”(17.60cm到200.60cm)。除了极精准的公差与尺寸控制,它也同时透过极高的钻凿率,达成最低单孔成本的要求,使它成为大量生产线上的理想选择。..
孔加工
刀具
阅读全文
首页
上页
1
2
3
4
5
6
7
8
9
下页
未页
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
计量夯基 向新而行 | 海克斯康2024“世界计量日”主题大会盛大举行
株洲钻石公司数字化赋能信息管理建设
马扎克中国 | 2024宁波机床模具展
线缆智能生产制造,这些数智创新先锋不可错过!
航改燃机燃烧室掺氢燃烧特性研究
GE Vernova许欣:中国或将率先实现绿氢应用“弯道超车”,氢燃气轮机未来广阔
以“新”赋能 向“新”发力
第十六届中国国际机床工具展(CIMES2024)展前发布会召开
以“新”赋能 向“新”发力:第十六届中国国际机床工具展(CIMES2024)展前发布会召开
雷尼绍MODUS测量 提高检测效率 | 复杂工件编程的自动化解决方案
释放潜能 | 肯纳金属圆柱柄旋转类刀具分享会回顾
山高刀具技术讲堂 | 成本与效率之间,优化切屑控制的5个方法
新华丝路:极氪入选"2024外国人喜爱的中国品牌"
Mazak直播预告 | FJV-35/60 L FMS柔性生产线
海克斯康携手青岛工程职业学院共建“海克斯康技能认证培训中心”
海克斯康OCTAV HP入选工信部主办高端仪器论坛首发产品
AI+影像测量,强强联合让检测效率与精度双提升
海克斯康荣获首届制造业智能化解决方案创新大赛二等奖及优秀作品奖
大会日程 | 邀您共赴海克斯康2024“世界计量日”主题大会
专题系列线上研讨会 | 聚焦零部件表面精密加工整体解决方案,推动新质生产力的发展!
消费电子产业越来越“卷”!制造商如何借数字化之力逆袭?
达诺巴特参加2024年斯图加特磨削展
客户优享整机 | PMG-W20000交付案例 | 展厅现货快速交付PMG-12000
达诺巴特战略收购美国列车车轮维修公司Delta Wheel Truing Solutions
涨知识!切削液使用过程中常见问题及解决方案
百超激光上下料系统ByTrans Extended
海德汉全新TNC 7数控系统创新的功能
质量管理 | 质量大数据管理系统助力模具行业数字化转型
生产制造 | 产品加工-海克斯康工业软件 EDGECAM 2024新功能增强之-五轴联动加工
线下培训 | 五月最后三场CAE免费培训,速来报名!
设计仿真 | 直播预告-Actran 2024.1新功能介绍
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 孔加工
刀具
孔加工
刀具