生产制造 | 模具设计与制造-海克斯康工业软件VISI料带设计
冲压连续模工艺中料带的使用作用是把冲压件和料带连结在一起,通过相同的步距逐级顺送,将料带冲压出成品或者半成品的过程。这样不需要单独处理每个冲压件,节省大量的时间和人力成本,提高生产率,产品外观也更加美观并符合产品的设计要求。但不同的产品需要使用不同的料带进行送料,此过程需要考虑模具的材料使用率及料带稳定性。将冲压制品连结在料带上有许多种方式,连结方式也需要依据冲压制品特征与冲压方向来决定。
海克斯康工业软件VISI拥有强大的料带设计模块,可以完美的完成上述3D建模对料带具体设计的要求,并且料带设计阶段,步距、工站等均可随时修改,并可以快捷的创建内部冲头,添加工件,以及接刀的创建。部分客户的接刀类型复杂,VISI软件完全支持通过基础建模方式,创建好接刀,然后加载到料带设计中。

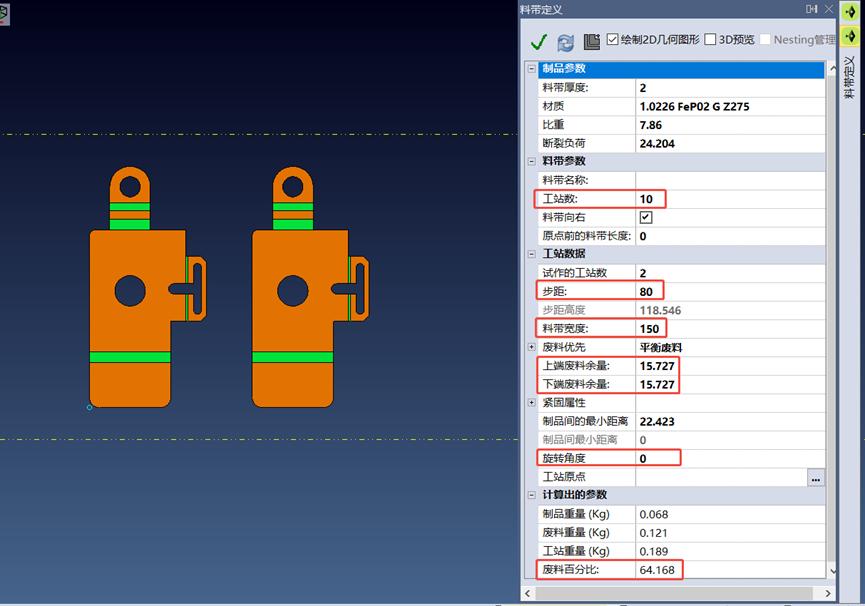
01 料带定义-参数设置
料带定义设置,制品数量排布(一个产品,两个产品等)、试做工位数、工件步距、料带宽度(可以设置上端废料余量和下端废料余量)、工件摆放角度、不同方案料带的废料率。在这里将料带参数设置完成后,如若后期发现工位数需要增加,料带宽度需要增加,可以随时进行编辑。
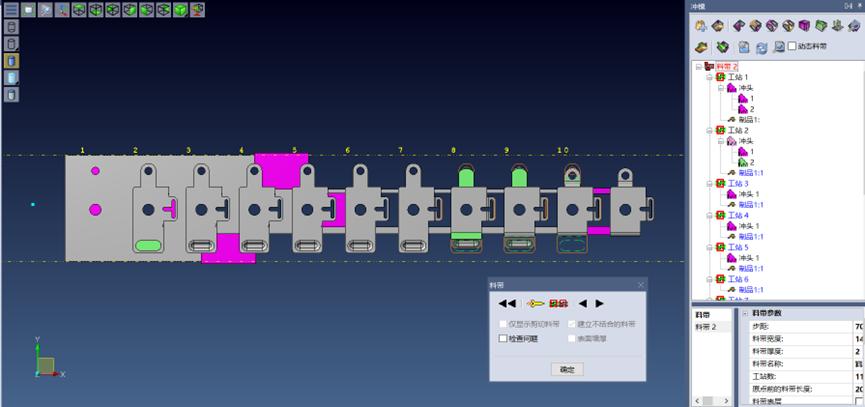
02 料带阶段-冲头设计
料带阶段冲头设计,可以通过下图标注3中的方式快捷生成冲头。
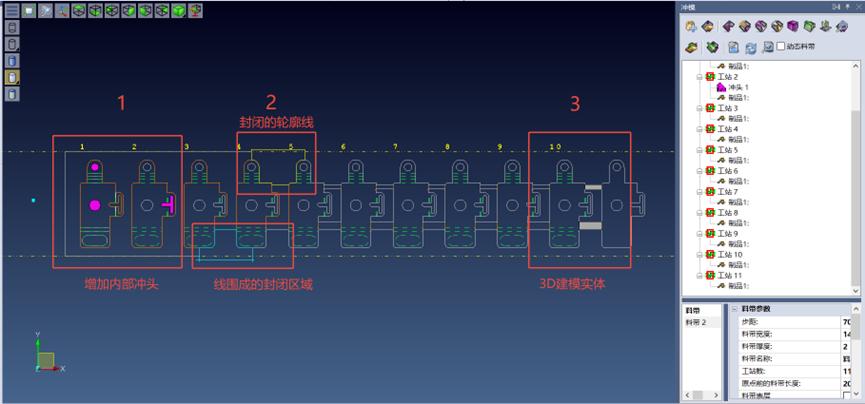
(1)增加内部冲头模式,直接增加冲头。注意这里要求产品内部为封闭的孔、异形形状从而生成冲头;
(2)封闭的轮廓线、2D线围成的封闭区域,生成自定义冲头;
(3)建模3D实体,生成自定义冲头。
(4)视频演示。
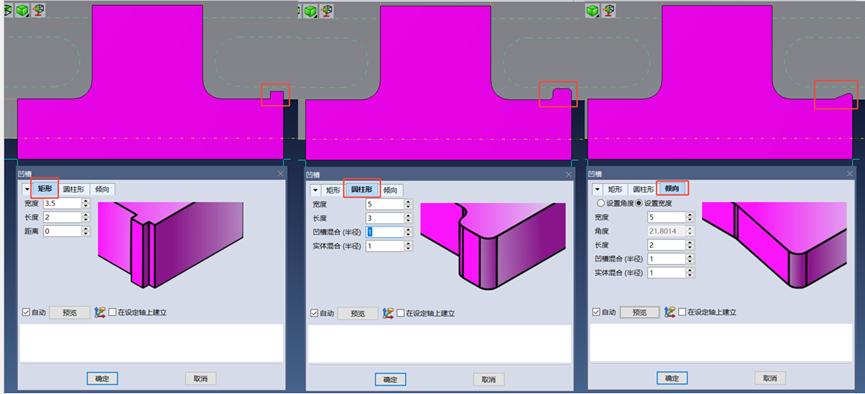
03 冲头接刀部位设计
冲头接刀部位设计,VISI软件默认的接刀有三种类型,分别为矩形、圆柱形、倾斜,其余方式也可以实现,通过建模方式创建即可。
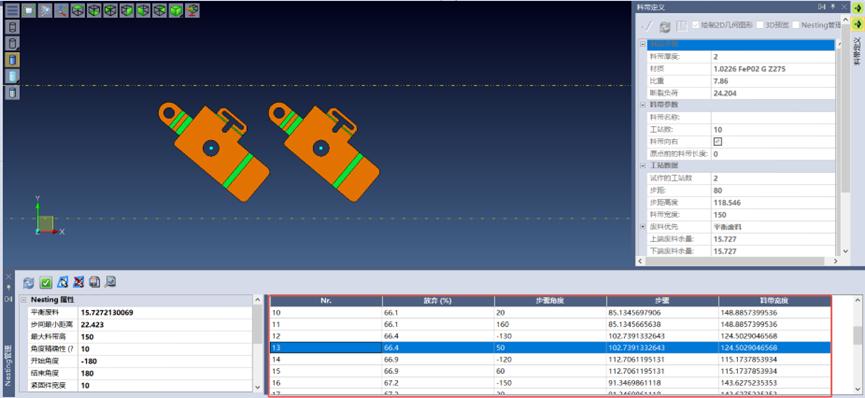
04 料带的模拟方式
(1)预览查看接刀情况

(2)料带成型模式











(海克斯康工业软件)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

