生产制造 | 数控加工-ESPRIT EDGE 新版本功能解析之路径策略之五轴再加工

在三轴粗加工铣削中,针对角落区域的二次粗加工是一种常用的加工方式。一般第一次粗加工为了追求加工效率而使用大直径刀具(俗称“一粗”),但是大直径刀具会在角落区域残留较多的毛坯,所以还会使用小直径刀具对角落区域进行二次粗加工(俗称“二粗”)。二粗一般参考一粗加工后的残料毛坯或者一粗使用的刀具圆角来生成二粗的路径轨迹,这样路径就只会生成在一粗加工不到的角落区域。将一粗和二粗配合使用可大幅度提高粗加工效率,但是此种方式在一些复杂多角度产品零件上也存在明显的不足,比如:
01 产品角度多,需针对不同角度编制二粗程序,编程复杂,编程效率低;
02 多角度二粗程序容易产生较多冗余路径,加工效率低;
03 多角度定轴加工后,毛坯余量难均匀,影响精加工质量。
海克斯康工业软件ESPRIT是一款用于数控编程、优化和模拟的高性能CAM系统,可通过一个共同的用户界面和工作流程为各种类型的数控机床提供支持。ESPRIT可用于任何机械加工应用的智能制造解决方案,能够定制个性化的自动化解决方案,攻克工作流程中的各种挑战。在ESPRIT EDGE 2024最新版本中新增加了“五轴再加工”路径策略,该策略可使用自动定轴或者联动的方式对未加工的角落区域就行二粗加工,可解决传统二粗加工在复杂多角度产品零件上的不足等问题。
01 自动识别未加工区域
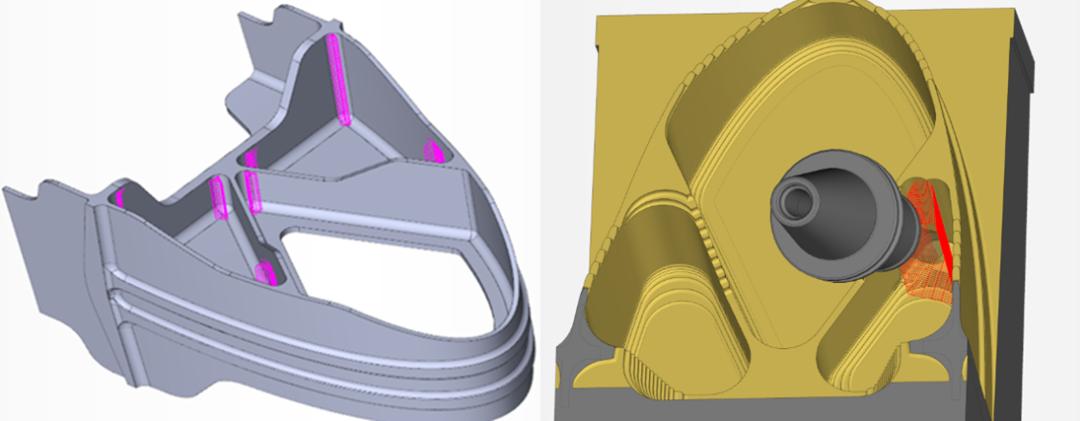
五轴再加工策略使用参考刀具半径的方式进行未加工区域的识别,可直接生成前一把刀具加工不到的区域,并且可设置重叠距离,使一粗和二粗之间有过渡搭接区域,保证二粗能够更加安全而且高效的区域角落区域毛坯。
02 自动 3+2 定向
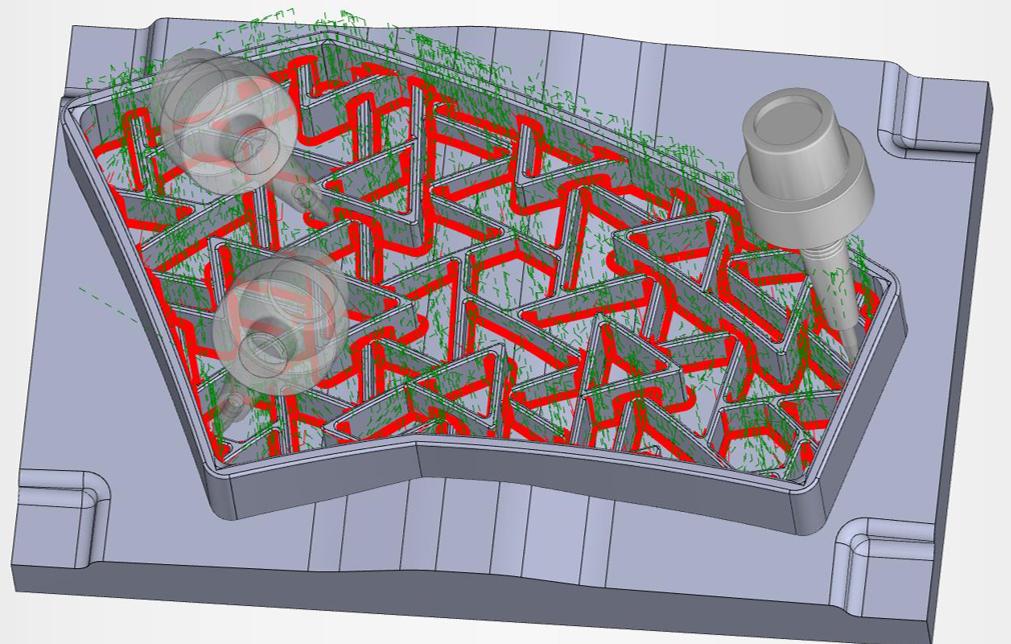
五轴再加工可实现3+2定轴加工自动摆角度,针对多型腔类零件,譬如航空结构件的闭角区域,由于侧壁和底面夹角小于90度,而且各个闭角角度不一。传统方式逐一做定轴二粗不仅编程效率低,而且二粗路径冗余,加工效率低。ESPRIT EDGE五轴再加工可根据模型特征进行3+2定轴加工自动摆角度。路径干净整洁,空刀少,编程效率和加工效率双提升。
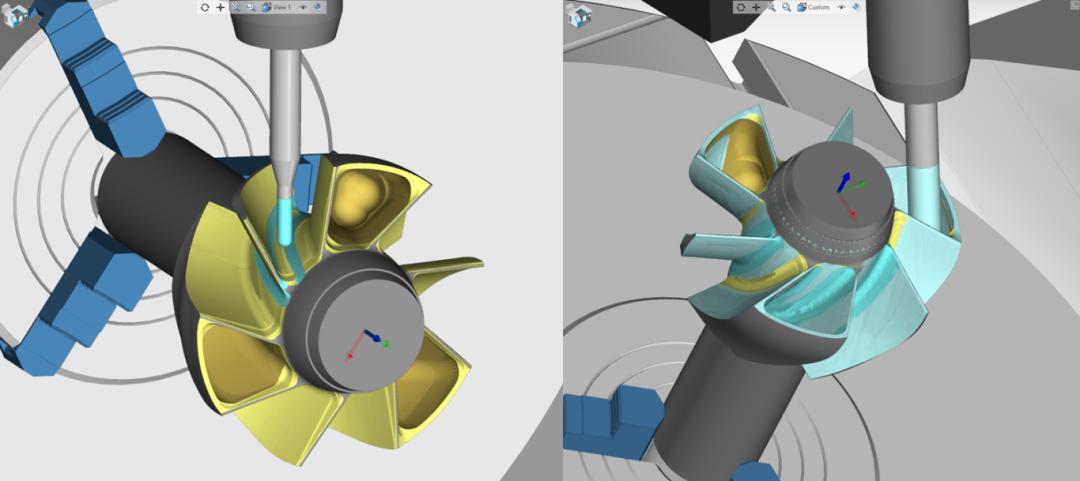
03 联动刀轴自动控制
五轴再加工也可实现五轴联动的刀轴控制,针对叶轮类这种难度比较大的产品编程来说,由于未加工角落区域角度变化大,更适合五轴联动进行角落区域的二粗加工。
五轴再加工策略是ESPRIT EDGE中新增加的一个路径策略算法,此策略可帮助ESPRIT EDGE的用户更快的解决复杂多轴产品零件二粗编程和加工问题,可极大提高编程效率,减少加工时间。











(海克斯康工业软件)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

