【解析】金属3D打印技术解析之如何减少残余应力
金属3D打印近几年发展的如火如荼,已经被逐渐运用到了各行各业:航空航天、汽车、医疗等等。其优势在于可以做到零件轻量化个性化设计,可以解决一些传统加工制造方式无法做到的技术难题,然而从技术层面上来说在3D打印过程中会存在的许多问题使得我们的设计不能按照预想的被打印出来,有以下原因:残余应力,零件摆放,支撑,零件优化等。那么今天我们就详细介绍一下残余应力对金属3D打印过程造成的影响以及我们应该如何避免吧!

残余应力:残余应力是快速加热和冷却的必然产物,这是激光粉末床熔化工艺的固有特性。
每一个新的加工层都是通过如下方式构建的:在粉末床上移动聚焦激光,熔化粉末顶层并将其与下方的一个加工层熔合。热熔池中的热量会传递至下方的固体金属,这样熔融的金属就会冷却并凝固。这一过程非常迅速,大约只有几微秒。新的金属层在下层金属的上表面凝固和冷却时会出现收缩现象,但由于受到下方固体结构的限制,其收缩会导致层与层之间形成剪切力。
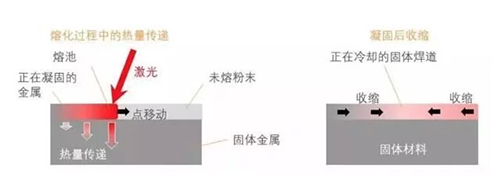
激光在固体基体的顶部熔融金属形成新的焊道(左)。激光沿着扫描矢量移动并熔融粉末,随后通过将热量传递至下方的固体金属,熔融后的粉末开始冷却。凝固后,冷却金属收缩,该金属层与下一层之间就会形成剪切力(右)
残留应力具有破坏性。当我们在一个加工层顶部增加另一个加工层时,应力随之形成并累积,这可能导致零件变形,其边缘卷起,之后可能会脱离支撑,在零件下表面较大且贴合基板的情况下,零件边缘会脱离基板:

在比较极端的情况下,应力可能会超出零件的强度,造成组件破坏性开裂或基板变形:这些情况一般出现在较大截面的零件中,由于界面过大导致剪切力作用的距离更长,从而导致零件变形或基板变形。
优化设计
对于这种情况,首先我们应在设计时就考虑到应力的问题,也就是优化设计,尽量的去避免大面积不间断烧结。尽量选取厚一些的基板,基板加热也是可以减轻此类问题,例如打印316L不锈钢材料大部分厂家的加热温度为80 摄氏度。
改变扫描方式
当我们用激光烧结基板上方金属粉末时,激光会沿着一定的路径和和几何形状来填充零件。通常这个过程会来回移动激光,这个过程叫做扫描。扫描方式有很多种,例如条纹扫描,内外螺旋扫描,倾斜分区扫描等。
以倾斜分区扫描为例,此类扫描也是大部分零件打印时的扫描方式。我们可以通过改变激光的扫描方式来减少零件上的残余应力,在从一个加工层移至下一个加工层时旋转扫描矢量的方向,这样一来,应力就不会全部在同一平面上集中,每层之间通常旋转67度,以确保在加工完许多层后扫描方向才会完全重复。
以上就是一些常用的改善应力残留的方法,但这些方法只适用于在打印的过程中来改善,而最佳方案则是在设计过程中就考虑到应力残留的问题从而避免。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈