API公司MTC解决方案助力MS公司技术升级

MS公司使用
API-XD激光干涉仪进行雕刻机质量检测及技术升级
MS公司位于中国山东省济南市高新技术产业区,该公司主要研发、生产中端雕刻机产品,其产品依靠在业内较高的性价比优势,不仅在国内应用广泛,更是出口至了欧洲、澳大利亚、日本和中东地区。
伴随着公司不断的壮大与发展,MS公司开始不仅仅局限于生产中端产品,并将其战略目标锁定在了“进一步完善现有产品研发与生产、切实保障质量、逐步进行技术换代与产品升级”。
由此,MS公司的总经理兼技术总监侯先生找到了API,为其公司提供切实可行、性价比优越的MTC测量解决方案。
客户遇到的问题
以往对雕刻机导轨的检测都是凭借简单的测量工具以及工人的经验,这样的检测手段过于主观且在生产中造成了废品率和不合格率的上升。由于雕刻机两条导轨的平行度问题,还会造成卡机、磨损严重等问题的出现。
“我们以前也尝试过别的检测手段,使用过照相式三维测量仪尝试,但是效果不理想,测一条导轨往往都需要一天时间,效率差。”MS公司的总经理/技术总监侯先生说道。

图为:API公司XD系列激光干涉仪
客户的需求
1 对其生产的雕刻机产品进行定位精度、导轨直线度、偏摆角及俯仰角误差进行检测。
2 测量XYZ运动方向的两两垂直度(XY、XZ、YZ)。
3 测量两条导轨的平行度。
API公司向MS公司推荐使用XD系列5/6D激光干涉仪。该激光干涉仪在保证测量精度的同时,可以大幅提高测量效率,一次测量最多可得到包括X、Y、Z、以及偏摆、俯仰、滚动角6个参数,真正做到了快速、准确,从而同时避免了MS公司之前遇到的依靠人工经验的不精确问题以及使用照相三维测量的低效率问题。

测量过程
在测量定位精度、导轨直线度、偏摆角及俯仰角误差时,如左图,先将XD激光干涉仪的激光接收传感器固定在雕刻机的主轴上,之后与XD激光干涉仪射出的激光束对接校准,在校准确保干涉仪所射出的激光束与主轴运动轨迹在同一直线范围内,即可对该待测雕刻机正式进行测量。
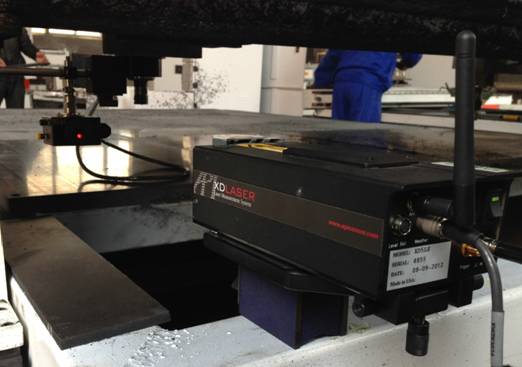
图为:使用XD激光干涉仪测量过程中
正式测量时,可在数控系统中设置雕刻机运动的速度及步进值(如10mm一个步进),之后在XD干涉仪的操作软件中设置相匹配的数值。整个行程测量完成后,即可一次性得到需测量的六个参数,无需重新校准或设置干涉仪。反复测量该行程N次(用于测量重复性),完成对于该设备这项检测任务的检测。可直接从XD干涉仪的操作软件中得到测量报告,报告简明、详细,并可记录下每一个测量点的误差数值。
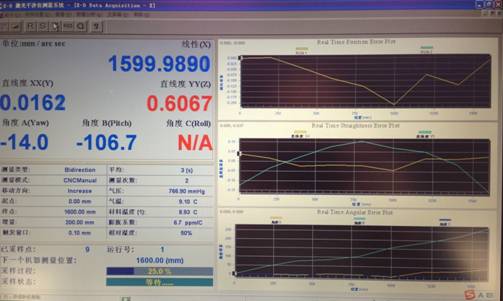
图为:测量行进过程中的实时报告
两两垂直度检测及平行度测试
测量垂直度时,首先将垂直度测量附件固定在一稳定不易晃动处,为激光提供直角转射。随后让雕刻机主轴沿Y方向运动,取点测量,从而得到XY的垂直度误差(如下两图)。测量XZ与YZ方向的垂直度误差以此类推。
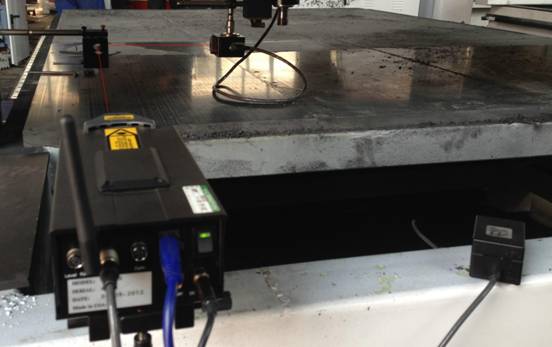
图为:XY垂直度误差测量中(近端)

图为:XY垂直度误差测量中(远端)
在测量平行度时,以Y轴为基准安装干涉仪,然后分别沿两条导轨测量,将两条导轨的测量参数进行对比即可得到平行度误差。
提升效率、检测手段升级
使用API公司的XD激光干涉仪帮助MS公司大幅提高了检测效率,并将其检测手段提升到了一个更高的级别。“通过更精密的检测设备、更先进的检测手段,我们就能保证产品的质量更加优越、稳定,从而在与竞争对手的竞争中赢得更多订单。下一步,我们的目标是开发比雕刻机精度更高、科技含量更多的高精密龙门铣,在API检测解决方案的帮助下,我相信MS会很快达到这一目标。”MS总经理/技术总监侯先生说到。
(API)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


