温泽:某型压气机叶片检测效率提升
一直以来,航空发动机始终是我国飞机制造业的短板。为此,我国于2016年成立中国航空发动机集团,举全国之力攻克此项难题。 作为航空发动机的核心零件-叶片,对发动机的性能起着至关重要的作用,随着航空发动机性能的要求越来越苛刻,对于叶片的要求也越来越高,目前几乎所有的叶片都要求100%全检,对于每个叶片几乎都是全型面检测,这样就给叶片的检测精度和检测效率提出了更高的要求。
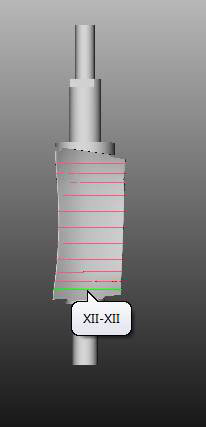
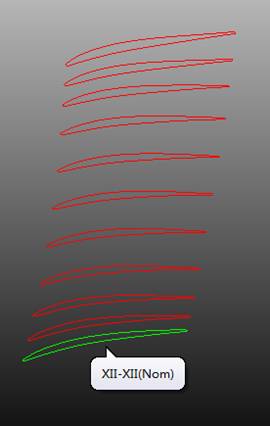
某型叶片的基本特征:
该型叶片共计需要测量11个档位,其中中间档位的出气边 (Trailing Edge) R仅为0.13mm,角向定位面的宽度仅为2.5mm。
通常客户采用三坐标接触式扫描测头(SP25)测量。由于角向定位面很小,客户一般要借助辅助夹具来实现角向的定位。此种测法有诸多弊端:
a) 测量效率低(扫描速度约为10MM/S);
b) 扫描截面时存在余弦误差(cosine error);
c) 角向定位误差大;
d) 另外,由于扫描测头只有在恒定速率下,测量值才稳定,所以在测头加速和减速时数值需要剔除掉,为此测头必须提前开始扫描曲线,结束时也需要多扫一段,以便保证测量型面时的速度是恒定不变的,但同时也增加了无谓的测量时间。
测量完此类叶片(含装夹,建基准,出报告)单片大约需要15分钟。
为此我们为客户提供了非接触式白光测量解决方案(CORE-DS)
首先测量效率高:扫描速度高达100mm/s以该型叶片为例,白光测量仅需6分40秒(含装夹,建基准,出报告)。
测头校正时间短,测头一次校正,所有的角度都可以使用。
不存在扫描测头加速和减速时的不稳定性
没有余弦误差,光点直径仅为35um,直接测得截面实际值,不存在测球半径补偿。
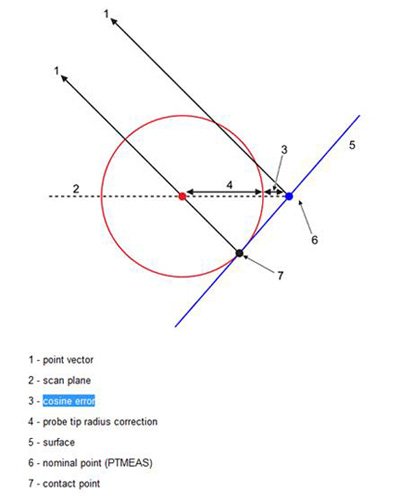
余弦误差示意图:接触式接触的是图中的7点,测头补偿(4)后得到实测点3和4的交点,而白光直接测得就是图示6点。所以不存在3余弦误差(cosine error)
无需辅助定位夹具,所有基准元素均为直接测量,提高了坐标系的精度。
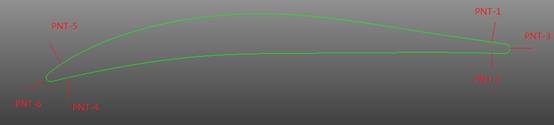
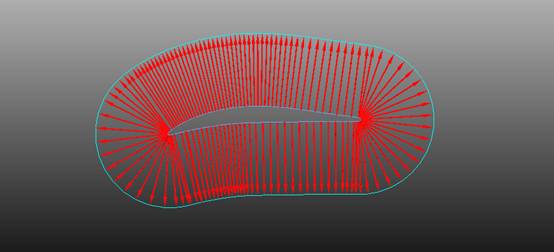
六点预定位,使扫描更加准确。在扫描叶型前,会预先在叶盆,叶背,前尾圆采6点,然后根据实际的叶型状况,来调整叶型的扫描路径(平移、旋转,甚至缩紧或者扩张)。
自动根据曲率变化来分布控制点的疏密。(前尾圆加密,盆背稀疏)
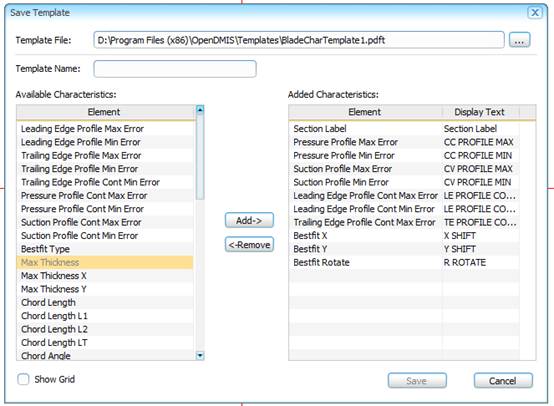
多种类型的报告可供客户选择
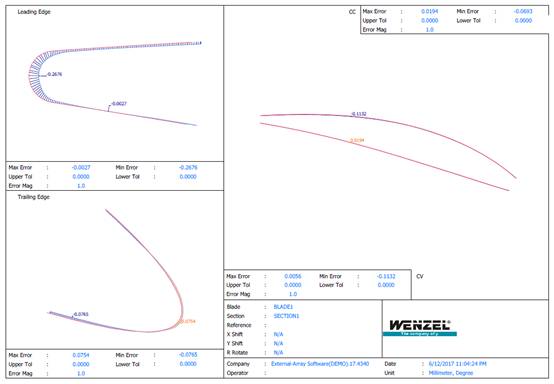
另外,客户根据自己的实际需求定制自己喜欢的报告样式。
一键式测量界面
OPEN_DMIS的Xecute 界面模式是我们专门为操作者而开发的。用户只需点击对应被测零件的图标,程序即可自动运行,全程看不到程序代码,保障了程序的安全和测量的高效。

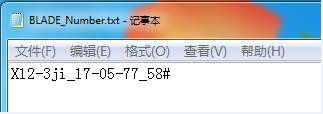
为了进一步提高客户运行程序的效率,我们将输入工件名称,炉号,工件号这些在程序运行中必须输入的信息移动到了运行程序外面,客户可以把下一片即将测量的号码预先写入到一个TXT内,程序运行时自动调取。节省了机器的等待时间,此项为客户节省约10S。
为客户尽可能节省时间,提高效率,是我们不断追求的目标……
(温泽测量仪器(上海)有限公司 郭帅帅)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


