通过转动试验测定麻花钻的过程力
孔是最重要的切削加工工艺之一。在典型的转动部件上,钻孔加工的时间约占30%。无论是在钻孔时还是车削时,钻刃或刀刃在一般情况下总是处在连续的切割中,而且使用的也是同样的刃具材料,因而就这一点而言,钻与车的过程是相似的。
车与钻之间的主要区别
车与钻之间的主要区别包括,钻孔时有一个以上的刃在切割;钻头刃上的切削速度在0与实际切削速度之间变化,这就是说,切削速度越低切削条件就越恶劣,尽管如此麻花钻头中心的进给仍然很大。钻头沿钻刃边上的几何形状变化很大(切削角、后角、楔形角、倾斜角)。钻头横刃根据尖锐程度的不同对钻头的轴向力有着重大的影响;由于钻孔里的空间被封闭,钻屑从钻孔中排出受到很大的阻碍,周期性地排屑或控制之下的冷却润滑剂循环可以对这种情况有所改善。

如果成功地利用车削时测到的现有数据对钻孔过程进行模拟,那么钻孔过程可以得到更好的理解和检查。如果成功地利用车削时测得的数据对钻孔过程进行模拟,那么所有这些挑战以及在对用麻花钻切屑进行试验性调查时遇到的困难都可以得到更好的解决。
切削力是钻孔试验的基础
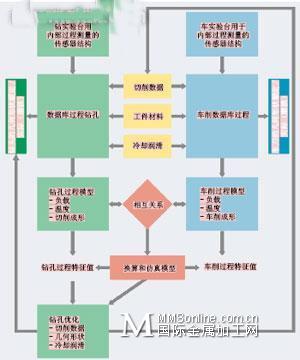
图1 钻孔和转动过程的相互关系
考虑到沿着钻头刃边的切削角和倾斜角变化甚大,切削速度取决于半径,应当从采用类似刀刃几何形状的车削时取得的切削数据,或者是通过从正交的切割实验的换算,对钻孔时的力具情况加以模拟,并通过现实的钻孔实验加以检查。同时应当估计到,在钻头正中心横刃部位,切削速度与进给速度相比非常小,钻孔过程不仅可以按照Kienzle切削力模型进行描述,而且还必须另外用变形力份额来加以扩大。图1显示的是这种方法,以及由此产生的优化钻孔几何形状的可能性。在钻头上,切削角典型的变化范围在横刃上的-50和外径上的+30之间。由于横刃的原因或钻头尖部的直径,主刃不是位于半径射线上。这就是说,它通过k/2的偏移得到一个取决于半径的倾斜角。图2表示来自CAD数据和使用共焦的测量显微镜通过光学测量取得的钻头几何形状分析。
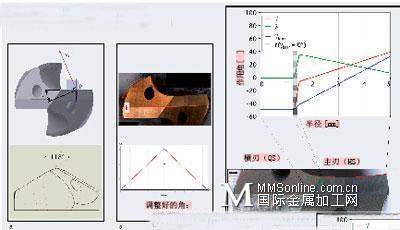
图2 表明钻刃几何形状特征a) CAD模型创建者和b) 光学测量的方法,
以及在半径c)函数中钻头的有效切削角
钻孔分布在同心扇区
为了能够在分析当中顾及到沿钻头刃边的钻刃的几何形状变化,钻孔可以划分为同心扇区(见图3)。若简单地假设为在一个扇区内的切割性能是恒定的,那么来自一系列采用相应刀刃几何形状和切削数据的试验中的数据,必须也能换算到钻孔上。其切削力是全钻孔在所有扇区上的总和。
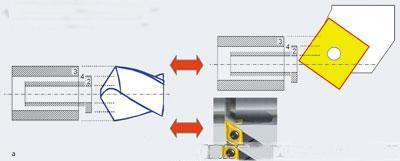
图3 模拟a)和试验调查b)时钻孔的同心扇区的划分
由于对划分扇区制订模型的思路还需要利用按照钻头调整过的刀刃几何形状和切削数据进行大量的车削试验,因而需要研发一种新的模型,它可以从车削的正交基准切削中推导出钻头上的力和力矩。为此,必须了解刀刃上的各种角和切削速度对力的影响。为了对钻孔过程建立模型,首先要测算出这些参数对特定的切削力和进给力的影响。根据半径的容积份额各有不同,用Kienzle公式通过求和计算出全钻孔的相应力。为了确定模型的参数,需要在车和钻的加工试验中进行大量的测量。为此,在一台NC车床的刀具转塔上每一个加工站点安装一个Kistler切削力测力计Typ 9121和一个Kistler钻孔平台Typ 9271A(见图4)。这些试验可以在不同的冷却润滑条件下来进行。计算切削和进给力的基础是Kienzle方程,该方程分别以特定的切削力和进给力与切削面积的乘积来表示这种力。淘宝网女装秋装新款祛痘瘦身霜排行榜最好的厂房网眼霜哪个牌子的眼部精华好眼霜什么眼部精华好用
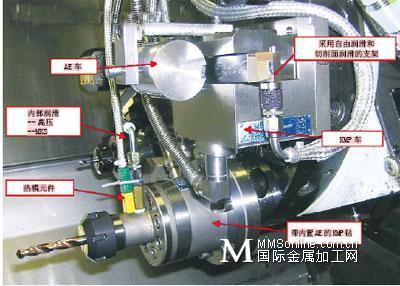
图4 车与钻试验台上装备了力、力矩和声音发射(AE)测量系统
刀刃几何形状影响切削力
众所周知,特定的切削力和进给力在很大程度上取决于刀刃几何形状,而刀刃几何形状在钻头上是沿半径变化的。因此,必须在第一步中,从0切削角的正交车试验和从使用麻花钻头的钻孔试验中测出切削角和倾斜角之比的依存关系。例如,给出了从测量中求出的车削和钻孔的主刀刃上切削力的比值。这些值可以通过切削角(r)和倾斜角(r)的校正因数互相换算。与车削的切削能力相比,钻孔的切削能力也可以用系数AC或BC加以表示。横刃的换算与此类似。
按照Kienzle求切削力的公式
根据Kienzle的力公式,第二步中可以用前面确定的kc1.1(r)的值测定主刃和横刃上的切削力。同时,还要考虑到使用横刃时切削容积的校正。这种校正符合这样一个事实:钻头在这个部位的切削体积构成尖锐的圆形扇区,而不是车削形成的方形。
横刃区发生变形
完全钻孔的切削力是在考虑到作用半径的情况下主刃和横刃切削力的总和。以车时的测量数据和为钻孔而计算出的切削力或进给力比和在钻孔时测量的力为基础,表明了作为进给函数的误差。因此,尤其是在横刃区,也就是在钻头的中心,这里的切削速度非常低,还需要对那里发生变形过程的分力做出模型。
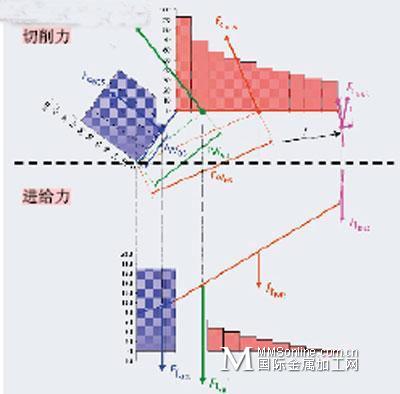
图5 钻头上的切削力和进给力,根据车削实验的切削数据计算
变形份额的建模对进给力来说比对切削力更重要。利用其他的因数(升程校正、变形份额),可以在模型中对切削速度的影响,以及额外的变形份额加以考虑。同时,变形份额是从待加工材料的抗拉强度Rm中推导出来的。根据这种扩展的模型,钻刃上力的分布显示在图5中。这里尤其引人注目的是,进给力主要还是取决于横刃上的分力。众所周知,钻头越尖,这个分力越小。
计算模型必须继续研发
对螺旋钻上力的调查表明,在考虑到切削和倾斜角变化的情况下,利用Kienzle公式可以对钻头主刃的力制出可靠的模型。对于横刃来说,除了带有切削体积校正的切削份额之外,还需要有一个附加的变形份额,根据工件材料的抗拉强度,对此提出了第一个建议。而对其他的钻头参数、尖锐度,以及在其他材料中的应用所建议的模型,还需要加以审查,必要时还需要对模型继续加以细化。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈