弧焊机器人系统在螺旋绞刀堆焊方面中的应用
1 前言
焊接是制造业中最重要的工艺技术之一,近20年来,焊接技术的发展比任何时期都快,从焊接过程控制到焊接工艺和装备不断有新的发展,为焊接生产向优质"高效"低本钱的方向发展提供了前所未有的良好条件. 焊接过程的自动化是机械制造企业焊接生产技术改造的主要方向,由于采用了机械化"自动化的焊接装备会使焊接工序的生产效率进步2-4倍,改善及稳定了焊接质量,降低了本钱,解决了传统手工焊接不能满足现代生产技术对产品制造的质量要求等亟待解决的题目.本文以绞刀堆焊为例,介绍了弧焊机器人系统的组成及在螺旋绞刀堆焊方面的应用.
2 弧焊机器人系统概况
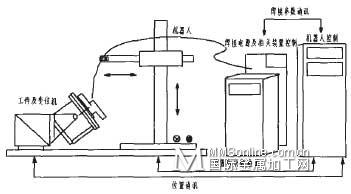
图1 弧焊机器人系统原理图
完整的弧焊机器人系同一般由如下几部分组成:机器人操纵机、变位机、控制器、焊接系统(专用焊接电源、焊枪、焊接传感器)、中心控制计算机和相应的安全设备。如图1图2所示是一台圆坐标机器人系统原理图和焊接机器人控制系统结构图。单一功能的弧焊机器人控制器、焊接系统将大为简化。目前,我国弧焊机器人主要用于汽车制造业,其它行业应用较少,尽管如此,仍标志着我国以机器人为核心的焊接自动化技术已进进生产实用阶段。
/uploads/allimg/110222/191RBL1-1.jpg)
图2 焊接机器人控制器系统结构原理图
3 螺旋绞刀弧焊机器人的组成及应用
螺旋绞刀弧焊机器人由螺旋绞刀变位机构、焊枪升降机构、焊枪摆动机构、焊枪径向进给机构、送丝机构、自动控制系统、焊接电源七部分构成。施焊时,螺旋绞刀在变位机上倾斜一定角度’即螺旋叶片升角(使施焊部位处于水平,螺旋绞刀转动。焊枪在升降机构带动下沿螺旋绞刀轴向方向移动, 移动速度由伺服电机及测距系统根据绞刀表面凸凹(一般0-3mm)自动调整,同时焊枪在摆动机构带动下,沿绞刀径向摆动,圆周方向施焊一周后,焊枪径向进给机构驱动焊枪沿螺旋绞刀径向自动向前移动,移动间隔为8-12mm,焊枪移动过程中施焊正常进行,直至绞刀表面焊接完成。施焊螺旋绞刀外缘与绞刀表面类似,只是变位机构使螺旋绞刀呈水平状态,焊接部位始终处于螺旋绞刀外缘最高点。焊枪水平移动。全过程由操纵职员进行监控,并根据需要对参数进行适时调整以保证施焊过程的顺利进行。
4 弧焊机器人堆焊绞刀的特点
用弧焊机器人进行绞刀表面堆焊,堆焊层厚度均匀,过渡层稀释率低,绞刀表面叶片光洁、平整,不用进行表面打磨,电弧飞溅少,施焊作业环境好,劳动强度低,堆焊材料利用率高,均匀利用率92%-96%不用进行表面重融,减少了合金元素的烧损,用焊接机器人焊接的绞刀进行挤出作业,电机电流下降30-60A减少了能耗,每公斤焊丝堆焊综合本钱较手工堆焊降低2-4元。
5 结束语
利用弧焊机器人进行绞刀表面堆焊,固然目前在国内还处于是尝试阶段,但随着堆焊材料制造工艺的日趋完备,焊接材料价格及耐磨上风将逐渐显现,加之各砖瓦机械制造企业及砖瓦生产企业对堆焊质量、降耗的日益重视,机器人堆焊会在上述企业有较好的应用远景。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈