海德汉:面向实用为车间应用精心打造
——TNC640的最新04版软件
TNC640是铣削与铣车复合加工的高端数控系统,其最新04版软件为车间应用的多项功能进行了优化设计。
简单的AFC编程
自适应进给控制(AFC)功能用于重型切削和粗加工,它根据特定基准功率自动调整TNC的进给速率。
现在,新版软件为AFC功能提供了海德汉标准语法。以前用比较复杂的FN17程序段,现在可以更简单地执行AFC的信息获取步骤。
AFC信息获取步骤:
TNC640保存AFC信息获取阶段取得的基准数据,这些数据可在之后的加工过程中被访问。
为在要求的NC程序段内启动信息获取步骤,在NC程序段中输入AFC切削开始功能。在需要结束时,用AFC切削结束功能或用结束信息获取软键手动结束。
或者,AFC信息获取步骤也能用AFC切削开始时间1距离2负载3功能控制:
■时间是在达到规定的时间时结束信息获取。
■距离是在达到预定的行程后结束信息获取。
■TNC不需要执行负载的信息获取步骤,而是立即用以前定义的基准功率。
AFC控制操作:
新特性功能允许在NC程序运行中启动和停止AFC操作。
用AFC控制功能启动AFC控制操作,用AFC切削结束功能停止AFC控制操作。
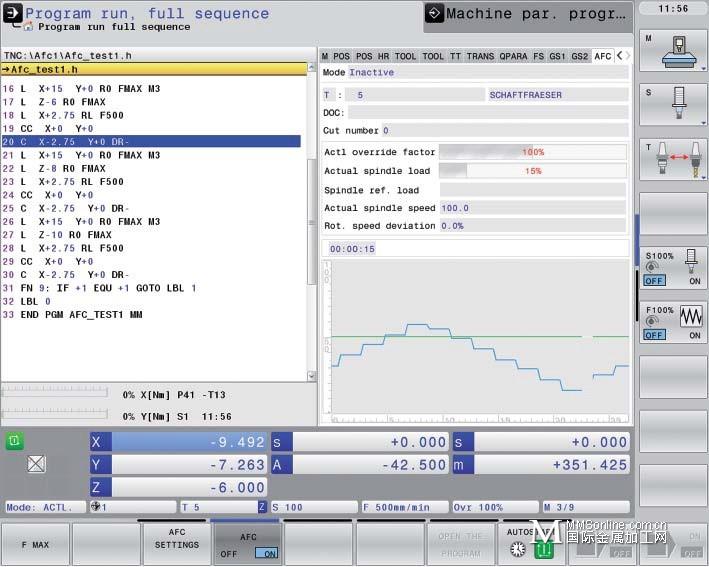
图1:线图显示主轴当时功率以及 用AFC功能调整的进给速率。
上下文相关的切削数据计算器
高切屑温度、积屑瘤、断刃都是进给量和进给速度计算不正确的结果。机床操作人员需要用数据手册和计算器根据工件和刀具材质特性确定正确的切削数据。
用户用全新上下文相关的切削数据计算器能更方便地计算切削数据。用切削数据计算器软键启动该计算器,选择进给量和进给速度对话框时立即显示结果。编程时,TNC640检测打开的对话框并查询需要输入的数据。这时,只需用软键在进给量和进给速度对话框中调整计算值。
在刀具调用程序段中,按下接受刀具半径软键时,刀具表中原定义的刀具半径将转到切削数据计算器中。
切削数据计算器也能用计算器功能调用:首先,按下CALC(计算器)按键,然后按下切削数据计算器软键。

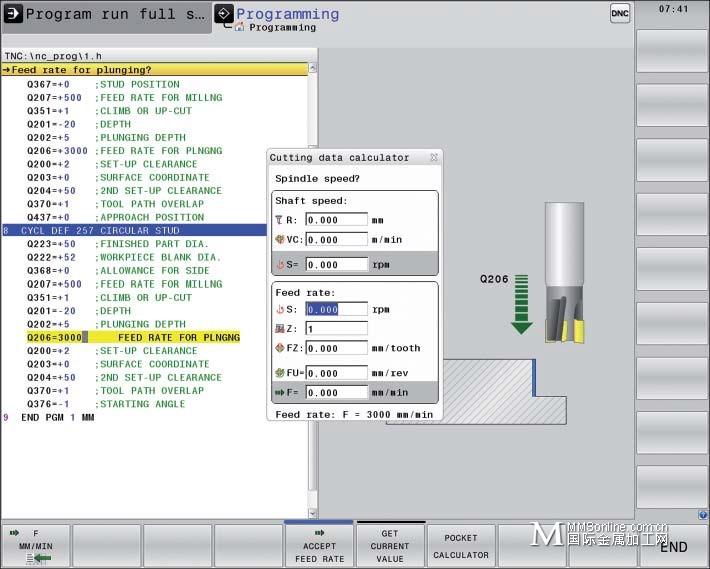
图2:R:刀具半径 VC:切削速度S=主轴转速 S:主轴转速 Z:刀刃数/切削刃数 FZ:每刀刃/切削刃进给量 FU=每圈进给量 F=每分钟进给量
新循环233(端面铣削)
端面铣削早已是TNC数控系统的功能。但新版端面铣削循环233不仅限于用多次进给加工一个平面。
循环233允许定义三个以内面,以限制对侧壁和轴肩的端面加工。对相邻侧面形成的角点,也能定义它所需的圆角半径。
端面加工可选更多新加工方法:曲线、折线(超程或无超程)或由外向内沿螺旋线运动。此外,还能定义加工方向,改变当前装夹条件下的切削力。当切削力需要指向固定的台钳卡爪时,该功能很有用。

图3;举例:折线加工端面,有两个限位和一个圆角。
偏心车削零件–简单和高效
大型与重型偏心零件的加工需要用复杂加工循环。全新TNC640的车削选装项能简单和高效地满足该要求:数控系统将多个直线轴与车床主轴连接在一起进行偏心零件加工,这些直线轴同时向偏心的车削中心运动。
这对数控系统和机床提出极高要求—直线轴必须用很大的进给速率才能生成零件的偏心旋转运动。同时,还要快速和极高精度地运动,以确保轮廓准确和表面高质量。
下面是TNC640车削模式下偏心加工的编程方法:
首先选择循环定义800调整XZ轴坐标系。循环800将铣削主轴定位在切削刃相对车削轮廓对正位置并相应调整坐标系。该循环中的最后两个输入参数影响偏心车削:Q535和Q536。根据这里的输入值,TNC640执行偏心旋转运动。选择车削中心用当前预设点还是用原点,还允许在循环启动前添加一个停止。
为进行切削,例如选择循环811(纵向轴肩)功能,定位刀具,然后调用该循环。
用循环801(复位旋转坐标系)结束偏心加工。循环800的设置被复位。
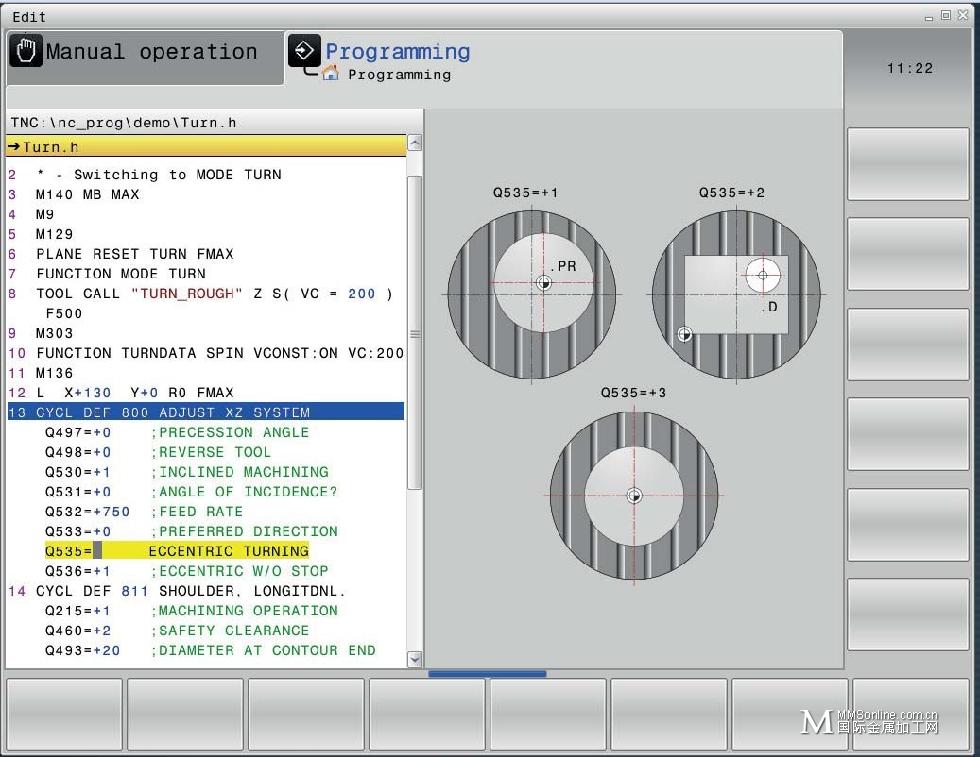
图4:车削中心用参数 Q535选择。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

