刃带尺寸和数量对孔加工质量影响

刃带不是钻头最关键的部分,但却是影响钻孔工序的重要因素。在刀具制造中柱面上刃带的几何特性,错误地认为:刃带对钻孔质量的影响不大,实际上,钻头的每一个几何特性都会影响钻孔的成败。

刃带在钻头的最外部,形成钻头的外径(见图1),且始终与孔的已加工表面保持接触。由于刃带的存在,间隙形成了,这有助于控制摩擦和由摩擦产生的热量,此外,间隙还可使冷却液流入钻头刃口,进一步减少热量的产生。刃带还有利于钻削稳定、增加钻头的强度及防止钻头粘连。除了这些主要作用,刃带的尺寸、表面光洁度和数量还会影响钻孔的质量和加工时间。
◆刃带尺寸对孔加工质量的影响
① 刃带高度不同时,会形成较大的跳动,导致加工孔的尺寸大。 ② 刃带太宽,由此产生的较大摩擦也会导致加工孔的尺寸大;刃带太窄,钻头将不稳定,加工时容易引起摆动。上述两种情况都会降低钻头的寿命。如果刃带的宽度相差太大,钻削时,径向力不平衡,这时,由于刀具固有的“惰性”,钻削将顺着阻力小的方向即径向力小、刃带窄的方向进行。 ③ 刃带几何尺寸的变化对钻孔也会有影响。刃带的锥度太大或从钻尖到柄部刃带的宽度变化太大,钻削中的压力和接触面积将发生变化,使钻头受切削力和摩擦力不均匀,导致钻削不稳定,加工孔成喇叭口或椭圆。
◆刃带数量对孔加工质量影响
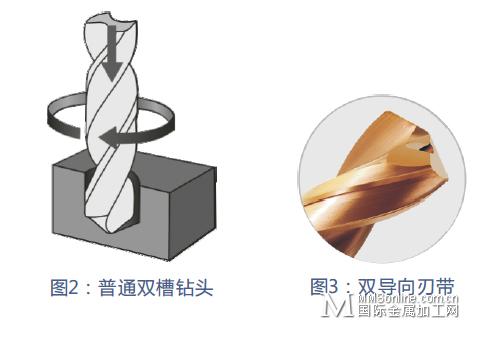
刃带的数量对加工孔的表面光洁度、直线度、圆度均有影响。螺旋槽和刃带越多,即接触点越多,孔加工就越稳定。普通双槽钻头有两个对称分布的接触点或支撑点,这种结构的刀具不稳定,加工时易产生摆动,(见图2)。用轮廓仪检测证明:增加一个接触点或承载面,表面光洁度迅速提高。如我公司研发的GD系列通用麻花钻、SL系列深孔麻花钻等,双导向刃带设计,导向更可靠,加工稳定性更好,精度更高。(见图3)
三槽钻头形成的是奇数个刃带和接触点,三条刃带的钻头抗摆动能力特别强。(见图4)
四刃带钻头可能是最佳选择。四刃带钻头的导向刃带后面是两条挤光刃带,用来挤光孔壁表面。这种四刃带钻头的接触点比普通的双槽两刃带钻头多了一倍。多出的两个接触点可使钻削更加稳定,这种形式就像在一个圆孔中放入了一个正方形的轴。正方形形式的接触点还能使钻头均衡受力(见图5)。

四刃带钻头的两个挤光刃带可使加工孔具有理想的表面光洁度,且不需铰孔。

声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈





