用于加工模具的模块化铣刀
【编者按】对于样件的生产,需要有多用途的模具。西班牙的Crediplast模具制造厂使用了一种设计独特的模具系统。该模具系统采用了可更换的平板,而平板则通过高效大进给量铣削进行加工。
西班牙南部的Ibi城镇,工业生产颇有规模。在这里,企业的支柱是玩具工业,包括塑料生产和模具制造,其模具企业就有23家,这些工厂中规模较大的要算是Crediplast模具制造厂。
主要客户是汽车工业
Crediplast模具厂于1995年由Julian Garcia先生创立,目前,Crediplast模具厂90%的订单来自汽车行业,25名职工生产重量范围达5至25吨重的注塑模具。生产的成品构件既有诸如散热器挡屏或车内遮光板等可见隔板,又有供发动机舱内用的部件和车身衬里等不可见的构件。
自Crediplast公司创建以来,Juan-Carlos Rodriguez Jorquera先生就听到过这个公司,作为切削刀具供应厂常驻地区销售经理,在模具厂Garcia先生选择精密刀具时,Jorquera先生会向工厂老板提供建议。因为他非常了解客户的情况,他知道模具厂有哪些机床设备,有哪些有待进行的铣削任务。“模具厂大多数职工都在操作机床,知道如何使用刀具,”Jorquera先生解释道。靠销售过日子,而在西班牙做生意是相当艰难。失业率达28%。“在过去的5年里,我们的客户有超过800家关闭了他们的企业,”Jorquera先生说道。切削刀具的销售代理在西班牙是较大的代理机构,机构保持有44名员工。该经销公司分管在西班牙和葡萄牙约4000家客户。只有当刀具损坏时,或者由于现有的刀具已不能适应目前的加工任务时,工厂才购买新的刀具。
精度为百分之一毫米
在Crediplast模具制造厂的生产车间里,从音箱中传出弗拉门戈音乐。车间没有空调,但有良好的通风。尽管室外气温较高,但在车间里温度计显示的最高温度为25度。注塑模具的精度按百分之一毫米范围进行生产。“每当摄氏温度变化一度,工件的偏差在微米范围内变动,所以,温度的波动对我们不会造成多大的问题”,Garcia先生解释道。车间整个机床设备中有两台是铣削加工中心,三台电火花加工机床、两台用于模具刮研和修整的压力机(这种压力机对于刮研和修整大型注塑模是一种重要设备。通过自动化系统可使凸模和凹模处于符合人机工程学的检验和刮研位置,从而便于经济和快速地进行模具的研配——译注)和一台磨床。
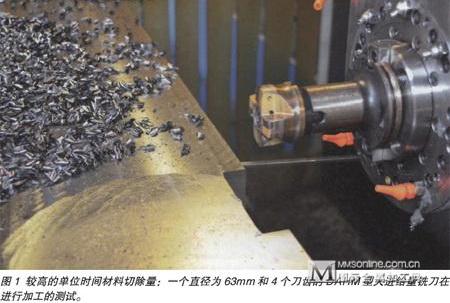
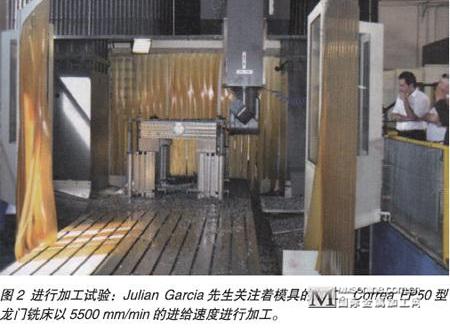
在车间里的大型设备是一台5轴龙门铣床,在这台Correa FP50龙门式铣床上,一次装夹后行李舱盖板的下半模,通过一个可摆动的主轴从5面对凹模进行加工,成品模重量达11吨。对于大型注塑模,起初有一些粗加工:要求在较短的时间里切除较多的切屑。采用着一公司的刀具,进行大进给铣削加工。Jorquera先生在所进行的加工中看到存在有优化的潜力,对大型凹模是采用了各种不同规格的铣刀进行加工。在这样的情况下,就要有较多的刀具储存,准备时间比较长。Jorquera先生向Garcia先生表示愿意提供Paul Horn公司的DAH刀具系统。Crediplast模具厂可以在两周的时间里,以较高的进给速度和较小的切削深度进行粗加工测试。所采用的工件材料是材料号为1.2311(40CrMnMo7——译注)的模具钢,强度为1000N/mm2 。采用了63mm直径和4个刀齿的DAHM型号的铣刀。切削速度为200m/min,每齿进给量为1.35mm,进给速度可以达到5500mm/min。吃刀深度为0.5mm。在大型加工机床上,采用压缩空气进行加工时的冷却。
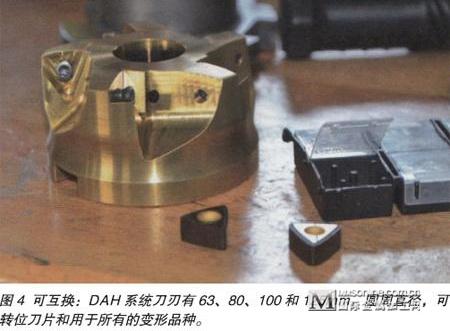
DAH铣削系统可提供刀刃圆周直径为63、80、100和125mm的铣刀。铣刀各装有4、5、6或7个 可转位刀片。具有2 × 3个切削刀刃(按译者的理解:这是一种三角形双面可转位刀片),采用CVD工艺进行涂层。这种铣刀以较高的进给速度和较低的吃刀深度进行粗加工,氮化钛涂层使铣刀十分耐磨。有较好韧性的刀体适用于有较高切削负荷(也适用于较高的温度)的加工场合。新开发的SC 6A品种是专门用于铣削模具钢,DAH系统在主切削刃上有着较大圆弧半径的刀刃几何形状,其突出的特点是,在加工时能产生软切削,切削力指向轴向,这使得能很好地分配切削力,减小了主轴的径向负荷,Horn公司刀具应用技术员Philipp Dahlhaus先生解释道。“该刀具系统可以供多方面的加工使用,例如,也可以用来铣削钛合金或不锈钢材质的工件,”DAHM系统有两种规格,刀具直径从20mm到125mm的DAH37和DAH62。DG刀具系统其可转位刀片也具有大进给量铣削的几何形状。
通过了测试
Carcia先生对测试所取得的成果十分满意,通过采用新的刀具达到了所要求的精度。所采用的切削用量与过去旧刀具系统类似,不过有另外的优点。“我们转而采用DAH刀具系统,对于我们具有决定性的是效率。对于竞争者的刀具,其每一种铣刀直径是采用了不同的可转位刀片。而对于Horn公司的刀具系统,对于所有不同规格的铣刀,我们可以采用同一种规格的可转位刀片。这就减少了可转位刀片的库存,”长久以来,Garcia先生的战略是减少所采用的刀具。就是说,尽可能地采用灵活的刀具系统供多方面使用。因此,在Crediplast模具厂也使用下列的全能刀具系统:
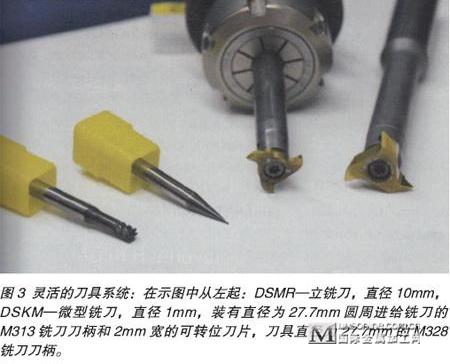
◆ DSMR:TiAlN涂层的多刃立铣刀,用于精铣、铣槽腔和铣槽。
◆ DSKM:球头微细铣刀,用于加工精细的几何构件。
◆ 圆周进给的铣刀:M313铣刀刀柄,可以安装较大范围的可转位刀片。倒角用可转位刀片,可以用于钻孔、切防松挡圈槽、切圆弧槽或切止推挡圈槽。
◆ 铣削螺纹孔:M328铣刀刀柄提供类似圆周进给铣刀那样的各种类型的加工。该系统的优点是具有较高的换刀精度。可转位刀片的更换是在夹紧状态下完成的。

从设计到附上样件,均一站式解决
在设计办公室,7名工程师帮助客户使他们的想法变成模具的设计和CAM程序,他们利用软件Unigraphics,Top Solid Powershape和PowerMill进行工作。Jorquera先生很高兴新一代的刀具系统使生产变得更完美。现在公司关注在注塑模具上,并希望把业务推向国际市场。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈



