松德刀具在工程机械加工中的应用
【编者按】工程机械是中国装备工业的重要组成部分。普通工程机械产品包括挖掘机械、铲土运输机械、工程起重机械、混凝土机械等。由于工程机械中各部件的结构特殊性,使之对切削刀具的加工提出了不同程度的要求。
上海松德数控刀具制造有限公司在针对工程机械的主要零部件,如混凝土输送泵车中的臂架系列、挖掘机中的动臂、斗杆、转台系列,以及混凝土搅拌输送车中的料斗部件的加工,均积累了丰富的加工经验,同时根据客户加工设备情况及不同的要求,精心研制了各种不同的加工方案,完美适应客户的加工需要。在满足客户加工需要的同时,最大程度的降低刀具消耗,提高刀具加工效率。
标准镗孔刀具在小孔径粗加工中的应用
在工程机械臂架部件中,小径孔(孔径<90mm)镗削加工,按其孔的使用功能一般分为联接孔和轴套孔,如图1所示。

图1
(1)轴套孔一般为整体钢管焊接而成,材质大多为Q345、Q690等易切钢,钢性较好,余量较均匀。针对此孔的粗镗削推荐使用主偏角为90°的刀具,由于切削力主要产生于轴向方向,使刀杆的钢性更强,同时刀片能够进行错齿安装,方便在切削余量较大时使用。
(2)联接孔为多块钢板焊接而成,由于使用性能的要求,材质通常为普通材料+高强度钢板,刚性较差,可加工性较低。同时由于多块钢板的焊接操作,板与板之间难免出现空隙,而孔也会因焊接产生一定量的变形与焊接误差。加工时易产生振动,导致刀具的损坏。为了能在切削时更好的保护刀尖,推荐使用主偏角为75°~84°的粗镗刀具,除能更好避免刀具崩刃风险外,由于主偏角的减少,还使得径向切削力增大,有益防止工件的振动,同时还将获得更多的切削刃口(刀片一般为S形刀片)。
以铣代镗刀具在中径孔粗加工的应用
对于“臂架”部件系列中的中径孔(孔径介于90~200mm ),特别是联接孔的加工,由于采用多层不同材质板材焊接在一起,加工焊接误差及变形,以及虚焊瘤造成孔内加工情况非常恶劣,孔内余量偏移较大,单边偏移可达15mm,如图2所示。

按传统的加工方式,考虑到工件刚性及余量不均的情况,一般需要使用3把粗镗刀具,才能完成此孔的预加工;同时由于孔内的焊瘤,首刀刀片极易发生断崩刃风险,且易缠屑,加工效率低下。
经我公司技术分析研究,在进行效率评估,成本核算后,为客户推荐使用以快速铣刀的螺旋线铣削方式代替传统粗镗加工。对于刀具的选型,要满足:①刀具效率要较传统刀具得到更大提升。②切削要轻快,要求刀具有正前角,同时要有足够的强度,刀片耐冲击性要好。③要求加工后孔径向余量均匀,保证精镗时的稳定性。加工后如图3所示。

经实际切削验证,由于铣刀的切削为断续,切屑控制较好,切削力较镗刀时得到大幅减小,一把刀具可代替传统三把刀具,减少了刀具库存,节省了刀具成本。以三一集团泵送臂架,加工f135mm深145mm联接孔为例,完成此孔的预加工效率对比如表1和表2所示。


各孔背面加工的解决方案
在工程机械的各种大型关键部件中,有许多规格孔的反面需要加工。由于不同的客户使用的加工设备不尽相同,因此对于此部位的加工也有完全不同的要求。对于较大孔,单边切深较小,悬伸较小,使用标准刀具即可完成加工。而对于更多的情况是孔相对较小,单边切深很大。由于工件加工刚性较差,此种反面加工对于刀具提出了更高的要求。上海松德数控刀具制造有限公司经过深入的研究、分析,针对各种不同加工设备,不同加工工况信息,研制开发了各种不同的刀具。
1. 轴承导向式反刮刀的应用
客户待加工信息:某客户加工挖掘机中动臂部件,使用设备为普通落地镗铣床,无刀库,加工工件部位信息为反刮直径90mm孔背面,直径为200mm的背面,孔深100mm,为减少手工换刀次数,要求一把刀具完成。
松德刀具解决方案:针对单边径向切深55mm,轴切削余量5~7mm,我公司设计出带轴承导向定位的大切宽反刮刀,利用精镗完成后的90mm孔作为导向,避免了刀具切削时的振动和由轴承代替传统线性滑动导向对已加工孔表面造成的损伤,如图4所示。

经客户现场切削加工试验,刀具使用达客户各项要求。切削效率高,装卸方便,切削稳定,加工表面质量好,对已加工孔表面无损伤。刀具现场如图5所示。

图5
2. 自动伸缩式反刮刀的应用
在工程机械的挖斗联接孔的加工中,有很多规格小孔径背面需要加工,径向切宽较大(反刮直径约为孔径2倍),轴向余量一般较小,见光处理即可。客户一般使用原始的加工方式,手动更换高速钢刀具来加工。由于人工的干预,严重影响了加工的节拍,增加了工人的劳动强度,同时也增加了操作人员的人身安全风险。另外高速钢刀具一般由工人手工进行刃口的处理,导致切削刃口直线度差,加工表面粗糙度及平面度得不到有效控制。
客户要求及待加工信息:提高刀具效率,使用一把刀具能够加工完成,同时要能够进行刀具的自动化的连续加工,不需要人工干涉,刀片要为可转位形式,同时满足自动换刀要求。待加工信息,过孔直径60mm,反刮面直径125mm,切削轴向余量1~2mm,孔深60mm左右。
松德刀具解决方案:针对客户的要求及加工信息,由于工件刚性较差,进孔较小,且反刮刀直径较大,对于此刀具要求刀杆刚性要好,以避免与工件共振,而且要求刀片为大正前角设计,切削刃口要锋利,尽量减少切削力;同时刀片要有足够的强度,不能有断裂的风险。通过技术部认真分析研究,最终决定开发出自动伸缩式反刮刀。由于刀头不加工时收缩至刀杆内部,故刀杆有足够的钢度;对于刀片的处理,采用非硬质合金材质,加上专用的刃口及涂层处理,即能保证切削时的轻快及稳定,又能承受由于切削振动而导致的刀片异常损坏的风险,如图6所示。

图6
3. 偏心式反铣刀的组合应用
在工程机械臂架孔背面的加工中,一般加工余量较大,臂架规格较多,孔尺寸也各不相同,针对此种情况客户对刀具又提出了新的要求。
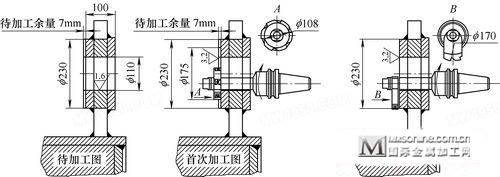
客户要求及待加工信息:加工f110mm孔反面至f230mm,孔深100mm,加工轴向余量5~7.5mm,要求刀具能够自动换刀,具有一定的柔性要求。刀具费用有一定控制,刀片采用标准刀片,方便采购,同时满足经济性要求。
松德刀具解决方案:此工件的刚性较差,加工余量大,故在加工时要尽量避免轴向受力,减少工件振动风险。针对客户提出的要求,我公司进行了深入的探讨,最终决定采用分刀铣削的原理进行加工。首先使用第一把刀具进孔后反铣孔至一定尺寸;接着利用偏心原理将刀盘做成单刃/双刃铣刀,保证刀具能顺利进入过孔,继续加工剩余部分。如图7所示。
结语
中国装备工业的发展促使着工程机械不断地开拓创新,这就要求工程机械中零部件的生产无论从产品材料、结构以及加工精度均需随着行业的发展得到更大程度的提高。上海松德数控刀具制造有限公司以其专业的制造水平,先进的生产工艺,开拓创新的精神,客户至上的理念,将持续不断地为客户提供更优的刀具解决方案,为民族刀具行业的发展作出更大的贡献!
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈