提高机床的能源生产率
【编者按】近年来,不断上涨的能源价格和趋于严苛的环境保护法促使在工业研究和生产中更加注重能耗较少的机床结构。因此通过“设计”来提高机床的能源生产率是柏林工业大学机床和企业管理研究所(IWF)研究工作的目标。在本文中,概述了高效机床部件和创新技术领域里的技术发展水平。
通常,我们用能源生产率来作为能源效率的评估标准。而所谓的能源生产率是效益和所使用的能源的商。根据所考察的对象,效益可以是一个企业的销售额或者是一条生产线创造的价值。用这个效益去同所使用的能源进行比较,其关系式是:

能量测量过程
为了找到优化机床能源生产率的起始点,纪录机床的能源消耗是必要的。为此,机床制造厂家给他们的加工中心加上了用于纪录和监控能源消耗的技术装备。在这里,特别重视机床的每一个负荷。在研究工作的框架里同工业伙伴进行合作,以机床部件的能源消耗为重点,对优化机床的能源效率进行研究。
另外一个项目,是在一台常常用来加工汽车零部件的加工中心上,除了测量整个机床的能源外,针对诸如主轴驱动装置、冷却润滑液系统的泵和液压传动装置等单个机床部件进行能源测量。由此,可以确定加工中心消耗能源的主要部件和证实了用来提高能源效率的方法。
技术发展水平
目前,有用来减少机床能源消耗的不同方法。在这方面,优化冷却润滑液系统占有重要地位。根据加工过程,通过微量润滑或者转速受控的冷却润滑泵,既可以显著降低冷却润滑液的使用量,又可以明显降低能源的消耗。此外,机床冷却的适度能源消耗、合乎加工过程的驱动装置技术参数和采用轻型材料对提高能源生产率作出了贡献。同时,基于软件的能源管理系统(如待机状态管理)提供了监控和减少机床能源消耗的可能性。
机床部件选择和能源消耗测量
根据文献检索,对工业项目和研究项目范围内的能源消耗测量的结果进行了分析,并确定了机床的主要能耗部件。用于供应冷却润滑液的泵和驱动装置,机床冷却装置和机床坐标运动轴的驱动装置构成了机床能源消耗的很大部分。
柏林工业大学的机床和企业管理研究所,在一台由Traub公司生产的CNC车铣中心上进行能源消耗的测试,该台于2003年生产,型号为TNX 65的车铣中心装有与主轴相对置的辅助主轴。通过4个独立的转塔刀架,每次可以在两个主轴中的一个主轴上同时采用三把刀具进行加工。
为了确定机床能耗主要部件的能源需要,选取了主轴的驱动装置,进给轴的驱动装置和冷却润滑液的泵。在这些测量项目里,不考虑机床的冷却装置,因为机床没有特别的冷却循环。有意选择了老型号机床是因为在这样的机床上还没有耗能少的机床部件。而在今天,这种节能的机床部件在Traub公司的产品上已作为一种标准部件或者可以作为选项来选用。
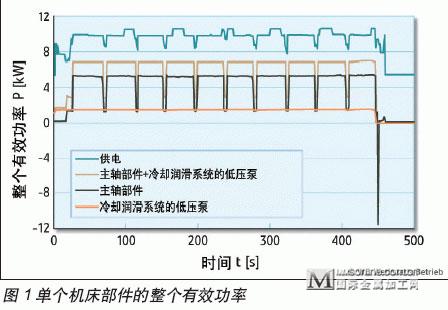
为了查明整个机床和所选机床部件的能源消耗,规定了合适的测量点。测定了TNX 65型车铣中心在运行准备状态和加工过程中的整个有效功率。
在加工热轧园棒料时纪录了测量数据。工件外圆纵向车削时选用了0.4 mm的吃刀深度和248 m/min的稳定的切削速度。为了进行冷却和润滑采用了油-水乳化液。加工参数和刀具以及工件的性能列于表1。

能源消耗测量值的分析处理
纪录下来的测量数据无疑显示了单个部件的运行状态。在刀具进行切削的加工过程中,对机床的动力供给达到近10 kW稳定有效功率。当刀具为下一次走刀重新进行定位时,整个有效功率P就下降到约7.8 kW,紧接着在加工过程之后,机床处在准备状态,这时测得接近稳定的5.5 kW最低功率。在加工过程中,这个功率值与机床的功率需要相比占到55.7%的份额。
测量主轴驱动装置的整个有效功率,同样得到接近稳定的平均5.3 kW的功率。如果车刀不进行切削加工,主轴驱动装置的整个有效功率降至约1.3 kW。机床的整个有效功率并非像所研究的机床部件那样大幅度地下降,其原因在于刀具移动过程中,进给驱动装置要消耗相应的能源。当整个加工过程结束时,出现负功率值。主轴驱动装置的能源再生系主轴制动产生的能源输送到一个中间电路(主轴电动机在进行制动时,它就作为发电机进行工作,并提供电能,这电能输到作为蓄能器的中间电路—译注)。在加工过程结束后,机床处在工作准备状态,主轴进行制动直到停止。在这个运行状态,主轴驱动装置的整个有效功率P为0.2 kW。

冷却润滑低压泵以一个接近恒定的转速进行运行,其稳定的整个有效功率为1.6 kW。在冷却润滑液中断供给后,测得的整个有效功率为0 kW。
合适的机床部件和对经济的考虑
为了提高Traub公司TNX 65型车铣中心的能源生产率,对其可能性进行验证和评估,设定3班运行作为机床的使用模式和每周5天进行生产。我们设定在周末仍接通机床,进行全面的运行准备。表2表示了在3班运行的批量生产中所统计获得的加工过程的能源消耗值。
为了提高机床的能源生产率,可以通过冷却润滑液的供给来减少能源消耗和介质消耗。对此合适的是微量润滑系统。当然,还要考虑到微量润滑系统并不能适合所有的加工过程,并且必须要考虑过程可靠的参数。有相当部分的微量润滑系统也适合于补充装备在现有的机床上。

所研究的系统其能源消耗在很大程度上是为了产生压力和为了成形润滑液所消耗的能源来决定。对于所考察的加工过程,与采用冷却润滑液供给泵所消耗的能源相比,每年降低的能耗可达79%。此外,用来监控和降低能源消耗的软件解决办法可供使用。对于在这个工作范围里所考察的3班运行可以借助于一个节省能源的模块来降低周末的能源消耗。出乎意料的是对轻型结构卡盘的研究结果是得到一个可以忽略的仅为3.6 kwh/年的节能潜力。因为所考察的加工过程需要较少次数的加速和减速过程以及相当低的主轴转速。
总的来说,按3班制运行,CNC车削中心通过微量润滑系统和节能模块可节省20%的能耗。设每千瓦小时的电费价格为0.11欧元,从而每年可节省费用约1634欧元。
结论
在这些研究范围内,节能模块的使用证实可作为费用很低的一种补充解决方案。该模块减少了CNC车削中心的能源消耗,从而在很大程度上为提高能源生产率作出了贡献。
另外,所研究的解决方案,例如微量润滑系统或轻型结构卡盘,其在很大程度上与加工过程和操作者有关。可以获得的节能潜力不能详细预示,这就使不同的机床难于在能源生产率方面进行比较,只选择相近一代机床型号的机床进行直接比较肯定会令人信服,因为在这里,对技术的进一步开发进行了针对性的研究,并且与旧型号机床相比,可以断定生产率是提高了。另一个评估方法是审视每个工件的能源消耗。根据一个确定用来进行比较的工件,在采用一个确定的可进行比较的工艺过程和一台相应机床的情况下,可以测定具体的能源消耗,并按这种方式,实现了机床的可比性。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈