高速钢麻花钻的改进及选用
【编者按】用钻头钻孔、尤其是钻深孔时,存在着刀具刚度和导向性差以及切屑难以从孔中排出等问题。作者根据在工厂中长期积累的经验,详细分析了针对不同情况改进高速钢麻花钻头的途径及其合理使用的方法。 【参阅麻花钻加工中心工作部分的几何形状 】
在机械加工中,孔加工约占其加工总量的1/3,其中钻孔约占25%。钻孔直径范围为ф0.1~ф100mm,能达到经济精度为IT13~IT11。钻孔是半封闭式切削,因此,排屑、热量传散、切削液浇注都较困难。钻孔用的刀具,尤其是直径小于ф35mm的孔,目前生产上仍以标准的高速钢(HSS)麻花钻为主。由于麻花钻具有刚度差(因有两条又宽又深的螺旋槽),导向性差(只有两条很窄的刃带与孔壁接触导向)和轴向进致力大(主要因横刃的存在)特点,而且经手工刃磨的钻头,两条主切削刃难以准确对称,因而钻孔时容易产生钻头引偏、孔径扩大、孔壁质量差、和钻头使用寿命较低等问题。为此,须对钻头的刃形和结构加以改进,而实践亦已证明,这样做效果很好。
高速钢麻花钻的改进
高速钢麻花钻的改进有两种方法:一是在设计和制造钻头时,改变其结构和材料;二是对标准麻花钻进行修磨,选择合理的切削角度。中国独创的群钻就是对标准麻花钻采用合理修磨变革而成的一种新钻型。
麻花钻材料的改进
制造麻花钻的材料,一般都采用通用型高速钢W6Mo5Cr4V2。如选用高性能高速钢W2Mo9Cr4VCo8(M42)、W6Mo5Cr4V2Al(501)和粉末冶金高速钢(PMHSS),其使用寿命可提高1~2倍。此外,表面处理也是提高钻头寿命的重要途径之一,如可采用蒸汽处理、氧氮化、软氮化、硫氮共渗和涂层等。经采用TiN、TiAlN涂层后的高速钢麻花钻,其使用寿命可提高1~3倍,并且重磨后仍比无涂层钻头的切削性能优越。
麻花钻结构的改进
可将钻芯厚度由标准钻的(0.125D~0.15D)mm增大到(0.35D~0.40D)mm(式中D为钻头直径,单位为mm)或适当缩短钻头的长度,以提高钻头的强度和刚性;增加一小段辅助导向部分(图1a),导向部的外圆周上不留刃带而直接磨成圆柱形(其参数为:d/D=1/4~1/2,ℓ/d=1/3~1,式中d为导向部的直径,D为钻头直径,ℓ为导向部的长度),利用它与所钻出的孔无间隙配合,钻孔时既起一定导向作用,又能提高钻头径向刚性,增加阻尼起一定的消振作用;加大螺旋角到35�~40�,以降低钻削时的转矩和轴向力;采用四刃带钻头(图1b),以提高钻头刚性,并改善钻孔时的定心导向性;取消钻芯斜度(图1c),采用抛物线一类新的容屑槽截面形状(图1d),同时把槽宽比(沿法向测量的排屑槽宽度与刃背宽度之比)由标准钻的1~1.2加大到1.5~4,使钻头既有较厚的钻芯,又有较大的容屑空间;采用内冷却供给切削液(见图1a),以提高冷却效果等。上述几种方法可以单独使用,也可组合使用。
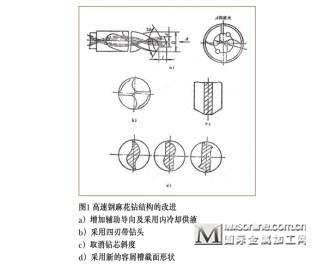
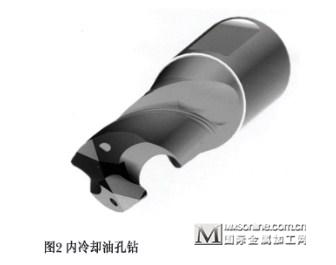
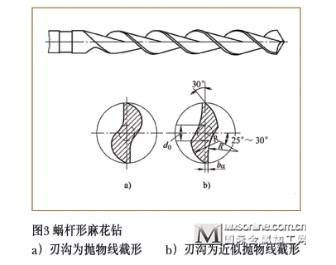
图2所示的在数控机床上广泛使用的油孔钻、和图3所示的蜗杆形麻花钻就是单独使用、和组合使用上述方法,钻头结构改进的应用示例。
蜗杆形麻花钻的特点是:采用厚钻芯(无钻芯斜度),刃沟截面形状为抛物线或近似抛物线,35�~40�大螺旋角,130�的大顶角,既增大了钻头的刚性和容屑空间,又提高了排屑能力。同时采用十字形修磨横刃,以减少横刃处切削阻力。近似抛物线截形参数:钻芯厚度d=(0.22D�0.2)mm,刃带宽b=(0.1D�0.2)mm,圆弧半径R=0.5D(D为钻头直径,D=3.2~38mm)。这种钻头可在普通设备上一次钻出孔深与孔径之比达20的深孔。
麻花钻的修磨与群钻
标准麻花钻结构和几何参数上存在着许多缺点,如:主切削刃上前角变化大,近外径处可达 30�,而近中心处为-30�,且横刃上负前角达-50�~-60�,故切削条件差;刃带上无后角,摩擦磨损大;主切削刃长,切屑宽,排屑不畅,切削液难以注入到切削区等。为此,生产中操作人员常通过修磨来加以改善。如可:修磨出双重顶角、磨分屑槽和磨出内凹圆弧刃等方式来改变主切削刃形状,以增大切削刃长度,减轻单位切削刃长度上的切削负荷,并起到改善钻头定心,达到分屑和断屑目的;通过修磨横刃来缩短其长度,避免横刃处负前角切削;直径较大的钻头还可在刃带前端磨出副后角,以减少摩擦和磨损等。群钻就是综合应用多种形式修磨方法变革而成的系列钻型,适于加工不同材料。图4所示为基本型群钻几何形状。

群钻主要做了三方面修磨,形成7条切削刃:一是在麻花钻的外缘处磨出125�的顶角形成两条外直刃AB,中段磨出两条对称的内凹圆弧刃BC,在钻刃两侧形成两个新的尖点,与横刃处中心尖点构成三尖点,起定心作用,中心尖点比两旁尖点高h=0.03D(D为钻头直径,单位为mm);二是修磨横刃,将横刃磨成两条内直刃CD和一条窄横刃b,使其长度为原长的1/5~1/7,并加大了横刃处前角,减少了横刃不利影响;三是直径大于ф15mm钻头,在一侧外刃上再开分屑槽,使较宽切屑分成窄条,便于排屑。因此,群钻刃形特点是:三尖七刃锐当先,月牙弧槽分两边,一侧外刃开屑槽,横刃磨低窄又尖。群钻由于有合理的切削角度,所以切削轻快,切削时群钻的轴向力可降低35%~50%,转矩下降10%~30%,钻头使用寿命可提高2~4倍。由于钻头定心性好,钻孔精度高,表面粗糙值也较小。
麻花钻刃磨方法的改进
麻花钻的刃磨是沿后刀面进行的。刃磨时应保证主削刃上后角值“内大外小”,即近钻芯处后角要大,靠外圆处后角要小。同时还应使横刃处得到合适的斜角、前角和后角值。
麻花钻一般都用手工刃磨,较合理的方法是用机械刃磨。目前常用的机械刃磨法有圆锥面刃磨法和螺旋面刃磨法,即将钻头的后刀面磨成圆锥面或螺旋面的一部分。但近几年来,由于在组合机床、数控机床和自动生产线上大量采用钻头,因此对钻头刃磨质量的稳定性要求很高,而平面刃磨法由于磨出的钻头横刃处负前角小,轴向力小,刃磨用的机床运动简单,调整方便,容易实现自动化和保证钻头的刃磨质量,故应用日广。所谓平面刃磨法,是指麻花钻的两个后刀面都由平面组成,两平面的相交线形成横刃。图5所示为三平面钻头的几何形状。

三平面钻头的特点是刃瓣上具有三个平面:后刀面1形成第一个平面,而第二个平面2和第三个平面3分别位于刃瓣周围和钻芯部分的后背。
三平面钻头在刃磨时,三个平面上法后角通常有如下关系:。若,即成为双平面钻头。如,就是普通平面刃磨的钻头。在三平面钻头上,由于第二和第三个平面法向剖面内的后角是独立控制的,因而有可能获得最合理的横刃几何参数,改善横刃的切削条件,保证较高的钻孔精度。
麻花钻的正确使用
(1)正确选择切削用量,对提高钻头的使用寿命十分重要。麻花钻钻孔,如同两把反向车孔刀同时切削,故钻削深度 由钻孔直径D而定( =D/2,单位为mm),无需选择。钻头的进给量由于受钻头强度和刚性限制,一般为f=(0.01-0.02)D,单位为mm/r;经合理修磨后的钻头可取f=0.03Dmm/r;直径小于ф3~ф5mm钻头,常用手进给。切削速度:切钢=15~30m/min,切铸件=20~35m/min。
钻孔直径通常小于ф35mm,如超过此值宜分两次钻削,第一次应钻出(0.5~0.7)倍孔径,第二次再扩孔。
(2)钻孔时,必须供应充足的切削液,切钢时可用极压乳化液,加工铸件时可用轻柴油或煤油冷却。
(3)为使钻出孔的轴线能与工件的回转中心线重合,钻孔时最好采用工件回转,钻头只作轴向进给运动。为防止和减少钻头的偏移,工艺上可采取先加工出待钻孔端面,使其与钻头垂直,或设置钻套进行导向。实践证明,使用钻套导向的效果是比较好的。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈