机器人滚边已成为门盖包边生产的发展方向
因汽车门盖等外覆盖件对外观要求非常高,门盖总成在生产中通常情况下不进行焊接,而是靠内外板之间的折边进行固定,故现汽车门盖件制造通常都使用包边工艺。为适应现在各汽车制造厂一线多品的汽车门盖生产线,实现门盖总成生产的柔性化,节约生产线占地空间,降低调试及制造成本,同时改善包边质量,并提高整个制造过程的自动化,机器人滚边的使用已成为门盖包边生产的发展方向,并在生产中陆续取代压机及包边模。为了更好地使用机器人滚边技术,提高门盖的包边质量,需要有针对性地对机器人滚边工艺进行优化。
1. 机器人滚边工艺
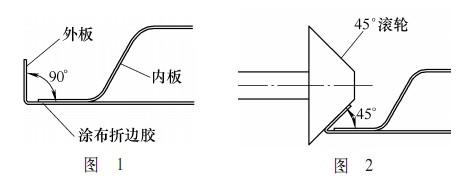
机器人滚边工艺是指采用智能机械臂,通过编制程序,沿预设路线,使位于机械臂终端的滚轮沿车门轮廓进行滚动,同时机械臂在滚轮上施加压合力,这样滚轮在车门轮廓运动的同时将车门外板的翻边向内翻折180° 弯曲。门盖外板在冲压成型以后,外边缘有整周的翻边(高度7~12mm),翻边与外板本体成90° (实际角度参考包边生产时,内板能否顺利投入外板中,以及外板冲压模具的工序数量两个方面综合考虑)。包边过程一般分为三步:①定位夹紧:将焊接好的内板总成放入已涂好折边胶的外板总成中,通过夹具进行定位夹紧(见图1)。②预包边:使用机器人45° 滚轮将外板翻边由90° 内折成45° 包住内板(见图2)。③包边压合:使用滚边机器人0° 滚轮将剩余的45° 翻边继续内折至0° ,使内外板压紧贴合,实现内外板装配(见图3)。
由于机器人滚边能够通过修改程序来改变机械臂运动轨迹,故针对不同形状的车门,可以快速地进行更换,同时调试简单,成本较低,周期较短,滚边质量光顺优良,具有很高的柔性化程度,是今后包边技术的发展方向。
2. 机器人滚边需注意的工艺优化
由于机器人滚边技术的应用越来越多,一些原应用于模具包边(含包边机)的冲压件要求及涂胶工艺要求也需进行优化以适应机器人滚边,避免相应的质量问题。通过在机器人滚边多年的实际应用,笔者将这一工艺所需优化事项进行一些简单的介绍。
(1)门板形状的要求 由于机器人滚边工具(滚轮)一般采用标准化、统一化,同时为了提高生产效率,在不同门盖滚边的时候,滚轮通常不变,这就造成在造型突变时,由于滚轮直径较大,翻边滚压不到的情形,当外形设计不可避免的时候,需从工艺进行改善,比如减小翻边,增加涂胶量。
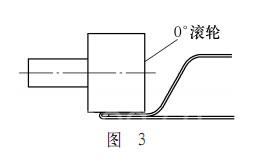
车门、机盖等的尖锐角处(R≤5mm),棱线等复杂造型区域容易造成褶皱,一般不做包边,可使用滚轮对此处的90° 翻边进行45° ~60° 的内折,同时与翻边区做光顺过渡(见图4、图5)。
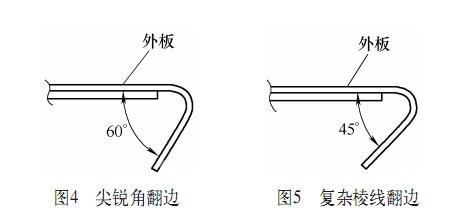
(2)门外板冲压件翻边的要求 机器人滚边与模具包边在进行内外板压合时,外板的受力情况会有很大不同。机器人滚边时,滚轮沿外板轮廓进行滚动压合,瞬时压合力为一点,且压合力相对较小;模具包边(含包边机)时,外板整个翻边同时受力,且压合力相对较大。故机器人滚边对外板翻边的要求与包边模具对翻边的要求有差异,反映在车门外板在冲压成型的工艺要求,如图6、图7所示。
(3)包边处内外板空隙要求 由于门盖件内外板之间不能仅靠折边进行固定连接,为了增强门盖件内外板之间的连接强度,减少噪声,在包边前,需在外板翻边内侧与内板外周边涂布折边胶的工艺。由于机器人滚边时,机械臂终端的滚轮压合力相对模具包边较小。所以进行机器人滚边时需增大折边胶的容积,提高内外板结合强度(见图8、图9)。
(4)门盖内板定位孔要求 由于机器人滚边时,机械臂带动滚轮沿门盖外轮廓进行压合,门盖在滚边过程中,定位孔的受力非常不均衡,各个方向在不同的时期都受力,这时原适用于模具包边(含包边机)的圆形定位孔很容易产生变形。所以当确定门盖包边使用机器人滚边工艺时,需设计专用定位孔,形状为方形,并且孔的尺寸相对较大,同时充分考虑定位孔的位置,使其受力分布状况比较好,在滚边过程中不易产生变形(见图10)。

3. 结语
当前我国汽车工业的蓬勃发展,机器人滚边工艺作为新型的技术工艺,具有产品外观光顺、制造柔性化、生产环境优良、调试及维护成本低、周期短、作业占地面积小等优点,也已进入到汽车制造行业中。随着该项技术的逐步推广及应用,越来越多的制造技术人员同时也开展了相应的工艺研究,将不断地优化发展机器人滚边工艺。在保证了中国的汽车制造业技术升级的同时,能够进行更多的自主创新。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈