HPN1涂层厚度从1.5μm到6μm
——潜力无限
HiPIMS仍然是一个相对年轻的技术,而且拥有无尽的潜力。作为技术领军人物—CemeCon公司持续推动技术研发,现在,我们终于可以为您提供不同厚度的HPN1涂层产品。
HiPIMS:使用高脉冲获得更好的涂层附着力
“如果一定要说在未来,我们将讨论哪些关于涂层的热点话题—那一定是HiPIMS。”CemeCon公司研发部主任Werner Kölker说。尽管首个HiPIMS涂层系统被应用于大学和研究中心,但现在CemeCon公司已为多个刀具制造商提供了CC800®/9 HiPIMS涂层系统。“在2010年,我们首次将HPN1涂层工业化,现在,几乎没必要再解释生产这些涂层所使用的方法。”这一切都是因为,HiPIMS已经奠定了它在涂层界的地位并成为涂层技术的未来。
既然HPN1并不是首个和唯—一个可用于HiPIMS的涂层材料,那么,CemeCon公司将在不远的将来引入新一代涂层材料。
更厚,更强
杆刀和刀片能量氮化物涂层厚度一般为3μm。“对于大多数用户而言,这个厚度是适宜的,而且他们还可以相应地升级他们的刀具。但是,有时,涂层厚度会有一点点增加,或一点点减少。” Kölker说。
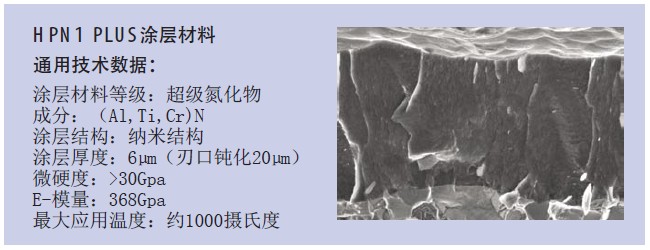
加厚PVD-涂层刀片显示出的优越性能鼓舞着CemeCon公司的工程师在新涂层技术上采用相同的策略。相应的,CemeCon公司为刀片可提供6μm厚度的HPN1涂层。但是,于此同时,也要求刀刃圆弧半径至少为20μm。“为确保刀具制造商能尽快采用新的涂层技术,我们立即增加了不同厚度的HPN1涂层,以确保刀片更耐磨。”Kölker补充说。
薄而不弱
微小直径的精密铣刀和钻头经常需要锋利的刀刃,而且也经常被用于高黏度材料的加工。这种情况下使用标准的涂层厚度对它们来讲就太厚了。CemeCon公司注意到了这种不同并开发出厚度仅为1.5μm的HPN1涂层用于杆刀系列。“但是客户不必担心由于涂层厚度的减半而使他们刀具的使用寿命也成比例缩短,因为我们的涂层融入刀具整体设计并使之达到最佳性能。”Kölker强调说。
快捷、可靠
这两种不同厚度的涂层都可以立即投入生产,而且可以在一周内具备发运条件。“我们的客户需要确信,对于中、小批量的涂层服务我们也可以迅速完成。这是当然,而且对于不同厚度的HPN1涂层也一样。”为确保这个目标的实现,CemeCon公司不仅扩充了产能,而且将持续增加不同的工艺流程和涂层厚度种类,以不断满足各种环境、各种条件下的涂层要求。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

