数控机床编程--加工中心编程二
|
6.2 加工中心编程 6.2.1 加工中心的编程特点 1.程序号 其格式为:O××××;其中O为地址,其后为4位数字。主程序以M02或M30结束;子程序以M99结束。 2.小数点编程 有两种类型的小数点表示法:计算器型和标准型。当使用计算器型小数点表示法时,没有小数点的数值单位被认为是毫米、英寸或度。当使用标准型小数点表示法时,没有小数点的数值单位被认为是最小输入增量单位。本章以标准型小数点编程,如沿X轴正方向移动15mm,以下写法都是允许的: G91 G00 X15.0; G91 G00 X15.; G91 G00 X15000; 6.2.2 基本编程功能指令 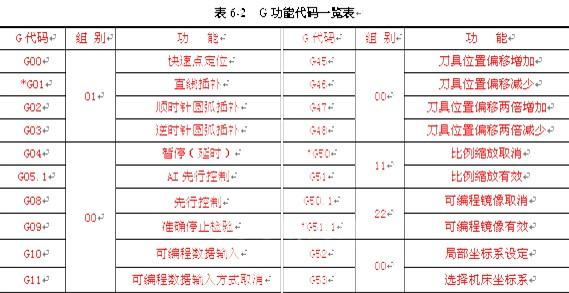 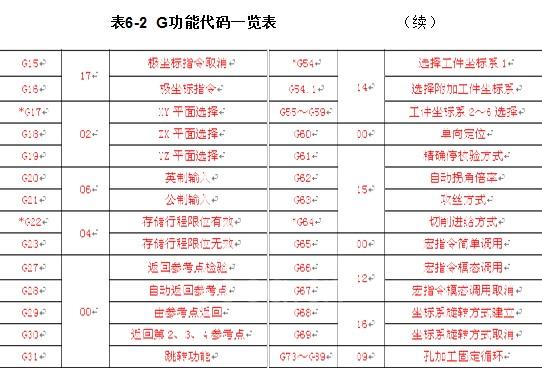  注: 1.“00”组G代码是非模态G代码,其他各组代码均为模态G代码。 2.同组中,有*标记的G代码是在电源接通时或按下复位键时就立即生效的G代码。 3.不同组G代码可以在同一个程序段中被规定并有效。但当一个程序段中,指定了2个以上属于同组的G代码时,则仅最后一个被指定的G代码有效。 4.在固定循环方式中,如果规定了01组中的任何G代码,固定循环功能就被自动取消,系统处于G80状态,而且01组G代码不受任何固定循环G代码的影响。 1.与坐标系有关的G代码 格式:G92 X_ Y_ Z_; 说明: 1)G92指令是规定工件坐标系坐标原点的指令,工件坐标系原点又称为程序原点,坐标值X、Y、Z为刀具刀位点在工件坐标系中(相对于程序原点)的初始位置。执行G92指令时,机床不动作,即X、Y、Z轴均不移动。 2)坐标值X、Y、Z均不得省略,否则对未被设定的坐标轴将按以前的记忆执行,这样刀具在运动时,可能达不到预期的位置,甚至会造成事故。 3)以图6-2为例说明建立工件坐标系的方法。在加工工件前,用手动或自动的方式使机床返回机床零点,此时,刀具中心对准机床零点M(图6-2a),当机床执行G92 X-10.0 Y-10.0 Z0.0后,就建立工件坐标系X工件 OY工件(图6-2b),O为工件坐标系的原点。 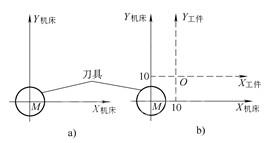 (2)工件坐标系指令G54~G59 格式:G54 / … / G59 说明: 1)若在工作台上同时加工多个零件时,可以设定不同的程序零点,见图6-3,可建立G54~G59共6个加工工件坐标系。与G54~G59相对应的工件坐标系,分别称为第一工件坐标系至第六工件坐标系,其中G54坐标系是机床一开机并返回参考点后就有效的坐标系,被称为第一工件坐标系。  2)G54~G59不像G92那样需要在程序段中给出坐标值。只要操作者事先测量在机床坐标系下工件坐标系原点的位置,然后写入工件坐标偏置存储器中,编程时只写入G54或G56…就可以了。 如图6-4,使用G54编程,并要求刀具运动到工件坐标系中X=100、Y=50、Z=200的位置,编程为: G90 G54 G00 X100. Y50. Z200.。 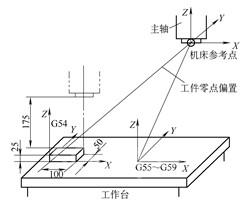 3)由G54~G59设定的工件坐标系,可以通过G92指令来移动。若出现6个工件坐标系仍不够用的情况,也可以用G10指令来移动它们。 N10 G54 G90 G00 X200. Y150.; N20 G92 X100. Y100.; N30 G54 G00 X0 Y0; 执行上述程序后,刀具不是运动到旧工件坐标系的原点O,而是运动到O'点。  (3)局部坐标系指令G52 格式:G52 X_ Y_ Z_; 设定局部坐标系 G52 X0 Y0 Z0; 取消局部坐标系 说明: 1)为了方便编程,可以在工件坐标系(G54~G59)中用G52指令设定子坐标系。子坐标系又称为局部坐标系。 2)格式中的X、Y、 Z为局部坐标系原点在工件坐标系中的位置。当系统执行局部坐标系后,工件将在局部坐标系中移动。G52 X0 Y0 Z0为取消局部坐标系并返回到原工件坐标系中。 (4)坐标系旋转指令G68、G69 格式:G68 X_ Y_ R_; G69; 说明: 1)G68指令以给定X、Y为旋转中心,将坐标系旋转R角,如果X、Y值省略,则以程序原点(工件坐标原点)为旋转中心。例如:G68 R60.;表示以程序原点为旋转中心,将坐标系逆时针旋转600。G68 X15. Y15. R60.;表示以坐标(15,15)为旋转中心将坐标系逆时针旋转600。 2)G69为坐标系旋转取消指令,它与G68成对出现。 |
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

网友评论
匿名:
相关链接
最新反馈
- 暂无反馈
无须注册,轻松沟通



