加工中心编程之加工中心编程实例2
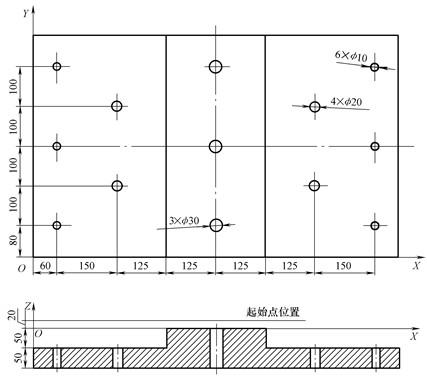
例6-12 试采用固定循环方式加工图6-45所示零件的各孔。工件材料为HT300,使用刀具T01为φ3mm中心钻,T02为φ10mm钻头,T03为φ20mm钻头,T04为φ30mm镗刀,T05为φ29mm钻头。
O1001;
N010 G40 G80 G17;
N020 G00 G91 G30 X0 Y0 Z0 T01;
N030 M06;
N040 G00 G90 G54 X60.0 Y80.0 S1000;
N050 G43 Z20.0 H01 M13 T02;
N060 G99 G81 Z-55.0 R-45.0 F100;
N070 Y280.0;
N080 Y480.0;
N090 X210.0 Y380.0;
N100 G98 Y180.0;
N110 G99 X460.0 Y80.0 Z-5.0 R5.0;
N120 Y280.0;
N130 Y480.0;
N140 X710.0 Y180.0 Z-55.0 R-45.0;
N150 Y380.0;
N160 X860.0 Y80.0;
N170 Y280.0;
N180 Y480.0;
N190 G80;
N200 G00 Z100.0;
N210 G91 G30 X0 Y0 Z0;
N220 M06;
N230 M01;
N240 G00 G54 G90 X60.0 Y80.0 S800;
N250 G43 Z20.0 H02 M13 T03;
N260 G99 G81 Z-105.0 R-45.0 F190;
N270 X60.0 Y280.0;
N280 G98 Y480.0; N290 G99 X860.0;
N300 Y280.0;
N310 Y80.0;
N320 G80;
N330 G00 Z100.0;
N340 G91 G30 X0 Y0 Z0;
N350 M06; N360 M01;
N370 G00 G54 G90 X210.0 Y180.0 S400;
N380 G43 Z50.0 H03 M13 T05;
N390 G99 G81 Z-102.0 R-45.0 F1200;
N400 G98 Y380.0;
N410 G99 X710.0;
N420 Y180.0;
N430 G80;
N440 G00 Z100.0;
N450 G91 G30 X0 Y0 Z0;
N460 M06;
N470 M01;
N480 G00 G54 G90 X460.0 Y80.0 S280;
N490 G43 Z50.0 H05 M13 T04;
N500 G99 G81 Z-102.0 R5.0 F100;
N510 Y280.0; N520 Y480.0;
N530 G80;
N540 G00 Z100.0;
N550 G91 G30 X0 Y0 Z0;
N560 M06;
N570 M01;
N580 G00 G54 G90 X460.0 Y80.0 S800;
N590 G43 Z50.0 H04 M13;
N600 G99 G76 Z-102.0 R5.0 Q100 F90;
N610 Y280.0;
N620 Y480.0;
N630 G80; N640 G00 Z100.0;
N650 G91 G30 X0 Y0 Z0;
加工中心适宜于加工结构复杂、工序多、精度要求高的零件,其加工的主要对象有箱体类零件、复杂曲面、异形件、盘套板类零件和特殊加工等五类。
配置FANUC18i系统的QM-40S型立式加工中心为例介绍其编程,并对该机床的编程与操作面板、机床的基本操作进行了简单介绍。 G功能编程指令有G00、G01、G02、G03、G04、G09、G10、G17、G18、G19、G20、G21、G27、G28、G29、G30、G40、G41、G42、G43、G44、G45、G46、G47、G48、G49、G50、 G51、G52、G54~G59、G64、G65、G66、G67、G68、G69、G73~G89、G90、G91、G92、G94、G95、G98、G99等。M功能编程指令有M00、M01、M02、M03、M04、M05、M06、M08、 M09、M18、M19、M30、M98、M99等。
N660 M30;
O1001;
N010 G40 G80 G17;
N020 G00 G91 G30 X0 Y0 Z0 T01;
N030 M06;
N040 G00 G90 G54 X60.0 Y80.0 S1000;
N050 G43 Z20.0 H01 M13 T02;
N060 G99 G81 Z-55.0 R-45.0 F100;
N070 Y280.0;
N080 Y480.0;
N090 X210.0 Y380.0;
N100 G98 Y180.0;
N110 G99 X460.0 Y80.0 Z-5.0 R5.0;
N120 Y280.0;
N130 Y480.0;
N140 X710.0 Y180.0 Z-55.0 R-45.0;
N150 Y380.0;
N160 X860.0 Y80.0;
N170 Y280.0;
N180 Y480.0;
N190 G80;
N200 G00 Z100.0;
N210 G91 G30 X0 Y0 Z0;
N220 M06;
N230 M01;
N240 G00 G54 G90 X60.0 Y80.0 S800;
N250 G43 Z20.0 H02 M13 T03;
N260 G99 G81 Z-105.0 R-45.0 F190;
N270 X60.0 Y280.0;
N280 G98 Y480.0; N290 G99 X860.0;
N300 Y280.0;
N310 Y80.0;
N320 G80;
N330 G00 Z100.0;
N340 G91 G30 X0 Y0 Z0;
N350 M06; N360 M01;
N370 G00 G54 G90 X210.0 Y180.0 S400;
N380 G43 Z50.0 H03 M13 T05;
N390 G99 G81 Z-102.0 R-45.0 F1200;
N400 G98 Y380.0;
N410 G99 X710.0;
N420 Y180.0;
N430 G80;
N440 G00 Z100.0;
N450 G91 G30 X0 Y0 Z0;
N460 M06;
N470 M01;
N480 G00 G54 G90 X460.0 Y80.0 S280;
N490 G43 Z50.0 H05 M13 T04;
N500 G99 G81 Z-102.0 R5.0 F100;
N510 Y280.0; N520 Y480.0;
N530 G80;
N540 G00 Z100.0;
N550 G91 G30 X0 Y0 Z0;
N560 M06;
N570 M01;
N580 G00 G54 G90 X460.0 Y80.0 S800;
N590 G43 Z50.0 H04 M13;
N600 G99 G76 Z-102.0 R5.0 Q100 F90;
N610 Y280.0;
N620 Y480.0;
N630 G80; N640 G00 Z100.0;
N650 G91 G30 X0 Y0 Z0;
加工中心适宜于加工结构复杂、工序多、精度要求高的零件,其加工的主要对象有箱体类零件、复杂曲面、异形件、盘套板类零件和特殊加工等五类。
配置FANUC18i系统的QM-40S型立式加工中心为例介绍其编程,并对该机床的编程与操作面板、机床的基本操作进行了简单介绍。 G功能编程指令有G00、G01、G02、G03、G04、G09、G10、G17、G18、G19、G20、G21、G27、G28、G29、G30、G40、G41、G42、G43、G44、G45、G46、G47、G48、G49、G50、 G51、G52、G54~G59、G64、G65、G66、G67、G68、G69、G73~G89、G90、G91、G92、G94、G95、G98、G99等。M功能编程指令有M00、M01、M02、M03、M04、M05、M06、M08、 M09、M18、M19、M30、M98、M99等。
N660 M30;
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

网友评论
匿名:
相关链接
最新反馈
- 暂无反馈
无须注册,轻松沟通



