使用银虎进行钢件的车加工
———瓦尔特展示新一代银虎(Tiger∙tec® Silver) ISO P 产品
Tübingen,2011年 9月 19日 – 使用瓦尔特新一代 银虎(Tiger∙tec® Silver) ISO P 产品进行 ISO 标准的钢件加工时,其刀刃寿命、生产率或工艺可靠性方面的效率提升幅度可高达 75 %:这家来自 Tübingen 的刀具专家在 9 月 19 日至 24 日于汉诺威举办的 EMO 上首次公开展出了四种新槽型和三种新切削刀具材料,从而将新一代产品推向市场。
这一行业领跑者在切削加工领域将其独树一帜的 银虎(Tiger∙tec® Silver) CVD 涂层与一个全新的通用槽型系列相结合,将会产生怎样的震撼效果?答案是简单而耐人寻味的:在钢件车加工方面实现高达 75 % 的效率提升。切削材质 WPP10S 具有出色的耐磨性,适用于连续切削和轻微断续切削。作为通用切削材质,WPP20S 从粗加工直到精加工均能使用,并能确保自动化生产的安全可靠性。WPP30S 原先是作为高韧性切削材质为断续切削和不稳定的加工条件设计的,目的是实现最大的加工可靠性。
涵盖了钢件加工的整个应用领域
四种新的 ISO P 槽型 FP5、MP3、MP5 和 RP5 都具有很大的通用断屑区域,其应用范围与此前的槽型相比扩大了 20 % 至 40 %。FP5 槽型以精加工为目标,具有双 V 型断屑器,确保在 0.2 mm 以上切削深度的纵向和端面车削中进行可靠性的切屑控制。其正型弯曲切削刃可降低振动倾向,而波浪形切屑导槽则可防止仿形车或端面车时出现杂乱切屑。槽型 MP3 是专为长切屑材料的半精加工而设计的,其正型弯曲切削刃适用于加工齿轮等锻件或变矩器壳体等冷压工件。子弹设计,即表面球形结构 – 使切屑具有额外的刚性,改善了断屑性能。MP5 槽型以其通用性和稳定的椭圆切削刃而适用于各种工件的生产。同时,为了改善断屑性能,增强了断屑器侧翼,从而进一步延缓了磨损过程。第四个即最后一个槽型 RP5,则以其稳定的正 3° 倒角适用于低功率需求的粗加工。又深又宽的开放式断屑槽可降低切削温度并降低磨损。在主刀刃中间区域增大了倒棱宽度,避免加工硬皮时刀刃断裂。
效率最多可提高 75 %
新一代可转位刀片的基础是新型微结构氧化铝,由于采用特殊布置方式,使月牙洼磨损降到最低,将刀具寿命提高了 50 %。此外,利用瓦尔特开发的新型切削刃口微处理技术,还可以在可转位刀片出现后刀面磨损或塑性变形时将刀具寿命提高 30 %。机械后处理可产生独特的内应力状态,使批量生产达到尽可能高的工艺可靠性。可转位刀片不会产生裂纹,且每一个切削刃在相同的磨损条件下具有相同的寿命。由于可以最佳地固定在刀杆中,因此磨削加工的接触面有助于提高断续切削时的加工可靠性。此外,银色后刀面可以作为指示层更好地识别磨损情况,从而确保生产过程中的操作更加简单。
通过以下链接索取可打印图片资料 (见下):
(暂不可见)/geheimerdownload/Walter_Bilder_P_Generation.zip
图 1:新一代 银虎(Tiger∙tec® Silver) ISO P 产品

图注:新一代 Tiger•tec® Silver ISO P 产品可在进行钢件车加工时将效率提高达 75 %。
图片:Walter AG
图 2:切削材质一览 – 新一代 Tiger•tec® Silver ISO P 产品
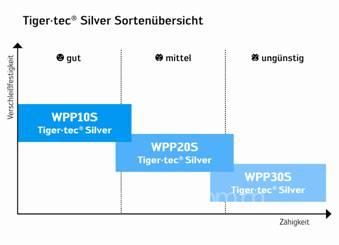
图注:新一代 银虎(Tiger∙tec® Silver) ISO P 产品的切削材质一览。 图片:Walter AG
查看瓦尔特网页:
扫描 QR 代码或
新一代 银虎(Tiger∙tec® Silver) ISO P 产品:
扫描 QR 代码或

声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈