有利于节约库存费用的可调式钻头

图1 当这种钻头旋转的时候,钻头上安装的镶刀片夹套会进行重叠的切削加工,但每次只切除一部分材料,以使其达到最终的精加工直径。这种配置使切削力均匀地分布在两个夹套之间,从而降低了对主轴的整体负荷,提高了对金属的切削率
在难加工材料的加工应用领域中,安装在这一车间标准IC钻头上的镶刀片偶尔会发生故障,从而造成整个钻头的断裂。这种情况就要求加工车间储备各种大量昂贵的库存替换用刀具,以满足不同大小孔径钻削加工的需要。联盟机械工程公司发明了革命性的创新钻头,这种钻头的好处是可以让加工车间调节其直径,这样,只需一个钻头就可钻削加工不同大小的各种孔径,同时刀具前端能够更换镶刀片的夹套能够防止刀具本身的镶刀片发生故障。
大部分生产可分度、碳化物硬质合金(IC)钻头的制造商可提供一系列型号的钻头,用于加工不同大小的孔径。对于许多加工车间来说,这常常意味着需要购置很多种不同的钻头,每种都需要装上其自己适用的镶刀片,才能在一系列零件上钻削加工不同大小的孔径。随着库存量的增加,其成本费用也随之提高,尤其当车间需要库存足够的刀具和镶刀片的时候,因为在钻孔操作发生故障而报废的钻头需要及时更换。
联盟机械工程公司(在俄亥俄州的Dover市)最近引进了一种具有革命性的创新钻头。这种以“不变应万变”的创新钻头,其直径的设计是可调的,用户只需要一个钻头就可以切削加工各种不同大小的孔径(图1)。在Allied公司,一位来自俄亥俄州JLG工业公司的客户Orrville先生说,这种钻头不但帮助我们解决了库存量过多的问题,而且也降低了库存费用。钻头上镶刀片的几何形状和独特的涂层也帮助车间提高了刀具的使用寿命、进给速度和加工速度,同时也减少了机床的停工时间。
在Orrville工厂约300000ft2 (1ft2=0.093m2)的厂房内,JLG公司为重型建设、仓库配售、商务零售、其他行业及军工企业生产和提供起重设备。该车间为远距离运输设备、杠杆式升降机、机场操作平台、备料拣选设备及其他这类设备在其宾夕法尼亚州McConnellsburg市母公司的最后组装提供了已加工好的零件。该公司的550名雇员将预先成形的原材料组装在一起,然后用机器人进行焊接、加工和进行粉末喷涂或通过喷漆工艺加工。
JLG公司内的大多数加工涉及到销钉孔的钻削加工,这些销钉孔主要用于组装过程中的零件连接。在这些应用领域,该车间采用了6台卧式镗铣床:一台由Mazak公司(在肯塔基州的Florence市)提供的10800型HMC卧式加工中心,和5台由Machining Systems加工系统公司(在密执安州的Howell市)提供的HMC 200型卧式加工中心,这些都属于大型机床——在其切削区内有足够站立一个人的空间。
该公司生产的零件壁厚往往可达到3 in。在加工这类零件时,常常涉及到多层焊接板的切削加工问题——在钻削加工应用领域中,这是一个特别容易出现问题的区域。当公司采用一个标准的IC钻头加工这样的一个零件时,由于远距离处理设备的框架元件由硬度为220~240 BHN的ASTM A-36钢板制成,因此要预测刀具的使用寿命有一定的困难。JLG公司的CNC数控加工机床加工调度Mike Kalina先生说,一个镶刀片或许可以连续加工10个零件,也许只能加工一个零件就断裂了。此外,该公司在刀具消耗方面曾经付出过高昂的代价,因为镶刀片的断裂往往意味着整个刀具需要更换。
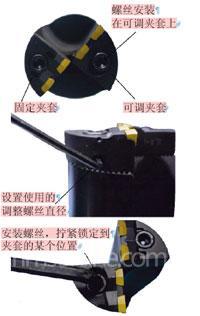
图2 从这一图中可以看到,用户只需经过简单的几步操作,就可完成钻头直径的调节设置
Kalina先生解释说:“如果镶刀片断裂,钻头就将报废,其刀座面需重新加工平整。我们的切削加工只进行到一半,镶刀片突然断裂。此时,操作员只能立即按动停止按钮,原来的刀座将自动抹平。”
况且,钻头及其镶刀片的价格都相当昂贵,公司必须具有大量的库存,以便及时更换断裂的刀具。及时交货也是一个现实的问题——让一个车间为一个新的钻头等待6~8周的时间是非同一般的事情。为了解决这些困难问题,该加工车间转向联盟机械工程公司订购钻头和镗刀,因为这是一家许多公司订购刀具的长期供货商。Allied公司的现场销售工程师Eric Derheimer先生经常拜访这一车间,以维持其工艺的连续性,并建议他们采用刀具制造商新近改革创新的钻头,帮助他们解决操作问题、削减生产成本、提高生产效率。
像其他的IC钻头那样,革命性的创新钻头可直接切削加工实心的材料,不用导向套。然而,对于JLG公司而言,其主要优点是,该钻头的镶刀片安装在两个可更换的夹套之中,其中一个可以按照切削孔径在0.2 in的范围内调节(图2)。这一特点可以允许加工车间只需购置较少数量的钻孔刀具,就能够在后框架的零件上加工各种不同大小的孔径。如果刀片断裂,操作员只要简单地更换损坏的镶刀片夹套就足够了,不需要让整个刀具报废,从而进一步降低了生产成本。Derheimer先生说,如果车间需要更换,Allied公司可以在一天之内交付其使用。
Derheimer先生说:“客户不需要库存大量的刀具,因为我们将所有那些需要的东西都存放在Allied公司了。我们一般告诉他们在货架上存放一套额外的夹套,如果他们需要时,可以在第二天向他们订购一套新的夹套。”
所订购的钻头分为几种不同的尺寸,与其钻孔的直径相配合,其直径范围从1.875~4 in。不像JLG公司以前使用过的IC钻头那样,所有改革创新的钻头使用同样的镶刀片,这样就进一步削减了刀具的库存数量。Kalina先生说:“我可以将我的镶刀片库存量缩减到一种类型,再另加几种夹套。其所节约的生产成本是非常可观的——您可以在任何时候削减刀具的库存,这是一件不容忽视的大事。”
首先,这种钻头不但使损坏刀具的更换更加容易和经济,而且还减少了刀具发生故障的可能性。加工车间原先使用的老式IC钻头,其发生断裂的大部分问题在于其方形镶刀片的粗糙几何形状,这给加工后框架元件叠层板增加了困难。这种加工不是一种干净利落的切削,钻头往往会将切削的材料向前推进到两板之间的焊点上,形成一个额外材料的“圆盘”。这一“圆盘”将会围绕着刀具旋转,使其无法穿透第二层板,其积聚的热量足以使镶刀片断裂,并损坏刀具。

图3 这一革命性的创新钻头采用三角形镶刀片设计,它比其他镶刀片的几何形状,能产生更小和更易管理的切屑
除了给堆叠板材的切削加工造成困难之外,由于钻头的设计实际上会导致操作员造成误差,因而会使断裂问题进一步恶化。镶刀片可能会以错误的配置方式安装,虽然其仍然安然无恙地安装在钻头体之内,但其错误往往在其发生断裂的时候才被发现。Kalina先生说:“这就是我们为何取消几种刀具的原因。操作员可能会以不正确的方式安装一个镶刀片,而他本人则一无所知。当我们不得不更换整个钻头的时候,才真相大白。”
改革创新的钻头采用三角形镶刀片,只有在处于正确的配置位置时,才能安装到钻头体上,从而减少了因操作员的错误而造成刀具断裂的风险(图3)。Derheimer先生说,与安装在老式钻头上的方形镶刀片相比,这种三角形镶刀片所形成的切屑较小、更易于管理。此外,这种几何形状具有足够的穿透率,可以干净利落地切透在元件叠层板之间焊点处形成的额外材料的圆盘。同时,Allied公司的专用AM200涂层有助于减少热量的聚积。
由于采用了这一革命性的创新钻头,该车间发现,不但刀具的使用寿命延长了,而且其寿命也更加容易预测。Kalina先生说,确切地知道镶刀片在断裂前能够加工多少个零件是非常有用的,这可让操作员避免等待按动紧急停车按钮,不会像使用以前的钻头那样,“傻等”着进行刀具断裂时的那种操作。由于镶刀片的特殊几何形状及其表面的涂层,JLG公司提高了刀具的加工速度和进给速度,分别从原来的829 r/min和1.4 ipm提高到1400 r/min和3 ipm。
当Derheimer先生首次将这一技术应用于测试时,他只花了几个小时的时间,帮助JLG公司找到了该钻头进给速度与加工速度的“最佳点”。Kalina先生说:“现在钻头加工出来的切屑就像从割草机中出来的草叶那样。”由于这种钻头在后框架元件的加工中给人留下了深刻的印象和获得了巨大成功,现在,他正在设法将其应用于其他领域。他补充说:“所更换零件的价格非常便宜,而且也易于调节—这确实是一种奇妙的钻削工具。”
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈