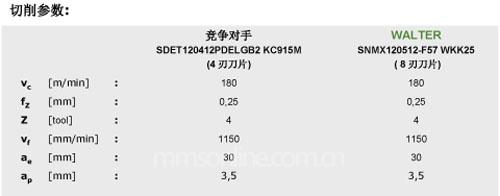
瓦尔特新产品——Xtra.tec 面铣刀F4047/F4048
——特为大切深铣削和不稳定加工而创新
随着Xtra.tec F4033 面铣刀的巨大成功,瓦尔特乘胜继续推出两款新的面铣刀(F4047 和F4048 型),拓宽瓦尔特的刀具产品系列。
这种新刀具在大切削深度切削中性能特别优良。 F4047 刀具的特点是主偏角为75 度,F4048刀具的主偏角为88 度,(F4033 = 45 度)。主偏角越大,可以达到的最大切削深度越大,F4047 可以达到约8 mm 的切削深度,而F4048 则可以达到约11 mm 的切削深度(F4033 = 6mm)。
此外,大主偏角带来的另一个好效应是大部分的切削力偏离轴向方向,这一般会提高工艺可靠性。轴向方向的切削力明显减小了, 使用 F4047,会减小70%;使用F4048,一般会减小90%以上。因此就消除了工件变形与颤动的危险,这在切削薄壁工件时特别重要。
由于这些特点,这两种刀具特别推荐用于需减少工序数目或加工条件不良的工序。
将F4047 与F4048 设计成密齿刀具,它们特别适用于切削铸铁材料。如同 F4033,新型的面铣刀安装了高性价比的8 个切削刃可转位刀片。这种刀片的特点是具有大正前角切削刃,因此能实现特别轻快的切削。另一种节约成本效应可以通过应用系统刀片系列来实现,相同圆角半径的刀片可以用于不同主偏角铣刀(45、75 和88 度)。对于特殊的精加工工序,瓦尔特可以提供相适应的精加工刀片。
所有可转位刀片都可以用 Tiger.tec 切削牌号 WAK15、WKP25 和 WKP35,WKP 牌号特别推荐用于加工具有类似钢特性的铸铁材料,例如球墨铸铁。
现在瓦尔特开发了新PVD 涂层的老虎刀片WKK 材质,加工效率更是成倍的提高。使用WKK25 可以在不良工况和硬表层情况下进行稳定加工,该刀片具有出色的韧性和耐磨性,使用PVD-Alox涂层,加工时可有效防止切削刃崩刃及热裂纹的产生,抗压性好,并能很大程度上防止塑性变形。

图:WKK 材质的老虎刀片

图:F4048
创新的瓦尔特面铣刀适用于加工铸铁材料,特别是大切削深度与/或不良的工件夹紧条件下。F4048 甚至可以提供88°.的主偏角。



声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈