巴索植物油基切削液在航空制造领域钛合金的加工应用
前言:本文旨在探讨航空领域钛合金常见问题与巴索公司植物油基切削液的应用解决方案等
钛合金以其比强度高、机械性能及抗蚀性良好而成为飞机及发动机理想的制造材料,但由于其切削加工性差,长期以来在很大程度上制约了它的应用。随着加工工艺技术的发展,近年来,钛合金已广泛应用于飞机发动机的压气机段、发动机罩、排气装置等零件的制造以及飞机的大梁隔框等结构框架件的制造。
20世纪50年代,军用飞机进入了超声速时代,航空发动机相应地进入喷气发动机时代,原有的铝、钢结构已不能满足新的需求。钛合金恰恰在这个时候进入了工业性发展阶段,由于它具有比强度高、使用温度范围宽(-269~600℃)、抗蚀性好和其他一些可利用的特性,因此很快被选用于飞机及航空发动机。50年来的世界钛市场中最大的用户始终属于航空。当前,航空仍然占50%左右市场份额。
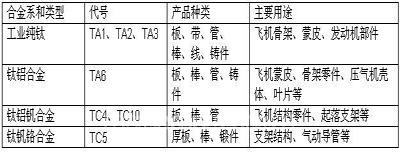
钛合金在航空中主要用途
钛合金特点及切削加工性
钛合金相对一般合金钢具有以下优点:
比强变高:钛合金密度只有4.5g/cm3,比铁小得多,而其强度与普通碳钢相近。
机械性能好:钛合金熔点为1660℃,比铁高,具有较高的热强度,可在550℃以下工作,同时在低温下通常显示出较好的韧性。
抗蚀性好:在550℃以下钛合金表面易形成致密的氧化膜,故不容易被进一步氧化,对大气、海水、蒸汽以及一些酸、碱、盐介质均有较高的抗蚀能力。
另一方面,钛合金的切削加工性比较差。主要原因为:
导热性差,致使切削温度很高,降低了刀具耐用度。
600℃以上温度时,表面形成氧化硬层,对刀具有强烈的磨损作用。
塑性低、硬度高,使剪切角增大,切屑与前刀面接触长度很小,前刀面上应力很大,刀刃易发生破损。
弹性模量低,弹性变形大,接近后刀面处工件表面回弹量大,所以已加工表面与后刀面的接触面积大,磨损严重。同时在刀具设计中尽可能采用较短刀杆。
钛合金切削过程中的这些特点使其加工变得十分困难,导致加工效率低,刀具消耗大。

图1:钛合金零件铣削加工
钛合金切削加工的一些原则
根据钛合金的性质和切削过程中的特点,加工时应考虑以下几个方面:
尽可能使用硬质合金刀具,如钨钴类硬质合金与钛合金化学亲和力小、导热性好、强度也较高。低速下断续切削时可选用耐冲击的超细晶粒硬质合金,成形和复杂刀具可用高温性能好的高速钢。
采用较小的前角和较大的后角以增大切屑与前刀面的接触长度,减小工件与后刀面的摩擦,刀尖采用圆弧过渡刃以提高强度,避免尖角烧损和崩刃。要保持刀刃锋利,以保证排屑流畅,避免粘屑崩刃。
切削速度宜低,以免切削温度过高;进给量适中,过大易烧刀,过小则因刀刃在加工硬化层中工作而磨损过快;切削深度可较大,使刀尖在硬化层以下工作,有利于提高刀具耐用度。
加工时,切削液的选择至关重要,美国洛克希德公司认为氯会导致表面硬化加剧,产生晶间腐蚀,因此水性产品最好不含氯。
附:关于晶间腐蚀intercrystaline
corrosion,这是沿金属晶粒间界面向内部扩展的腐蚀。钛及其合金与氧有很强的亲合力,很易形成高稳定性的氧化膜,即使因机械原因遭到破坏也能很快恢复。但不是万能耐蚀材料,长期或重复与氯化物溶液接触会使钛金属结构性能下降。钛的缝隙腐蚀主要发生在高温卤素离子溶液中、湿氯气和含有氯气的工业大气中;经常发生在缝隙表面局部区域,在过程中往往要吸氢,且随着吸氢量增大,表面积聚大量氢化物导致微裂纹形成,在外应力作用下产生开裂。
仅就切削液而言,选用植物油基的切削液是最优方案。
植物油基切削液
在机加工应用领域中,引进植物油基冷却液可使机械切削性能全面提高。作为一项经过实践验证的技术,自20世纪60年代以来,植物油一直被认为具有超级润滑性能。而在当时能选用作为机加工润滑剂的只局限于含有各种添加剂的矿物油基冷却液。今天,新一代的乳化剂和稳定剂使植物油基冷却液在各种机加工应用领域得到实际应用。由于在加工工艺中采用了这类冷却液,因此生产率也大大提高。据报道,使生产率提高20 %到30 %是很普遍的。此外,刀具的使用寿命也提高了50 %以上。巴索公司从20世纪90年代开始推出了自己的VASCO系列植物油基切削液以及VASCOMILL系列植物油基切削油。
巴索公司的努力在加工稳定性和在加工中保持高润滑性经受了考验。由于植物油基切削液呈两极分子结构,其润滑效果比矿物油基切削液要好,从而明显提高了切削速度,延长了刀具的耐用度。某些企业反馈刀具的使用寿命甚至延长了一倍。另外,其加工过程中的稳定性也高于其他切削液,由于磨损缓慢,从而保证了批量加工的最后一个工件的加工精度与第一个工件一样。
植物油的高润滑性能是由植物油分子的基本成分以及其本身的化学结构所决定。以植物油为基础的冷却液,其润滑性能产生于植物油成分的固有“油性”,这种特性是直接由植物油“机灵的分子”所造成的结果。这类分子很长,很重,具有两极性,即:分子的两端带有相反的电荷。
分子的两个“极端”对金属表面具有很强的化学亲和力,它们像微小的磁铁那样,紧紧地吸附在金属的表面上。植物油分子垂直、紧密、均匀地排列在金属的表面上,结果在其表面形成一层厚厚的、结实、耐久的润滑薄膜。
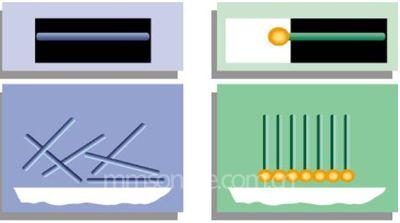
图2:矿物油基与植物油基油膜排列比较
相反,矿物油的分子是不带极性的。它们在金属表面上的分布排列是不规则的,因此所产生的润滑层比较薄弱。植物油的粘温指数越高,就越能保证其在操作温度范围内稳定的润滑特性。随着加工温度的提高,植物油的粘度降低速率比矿物油慢。相反,随着温度的降低,植物油的液态流动性要比矿物油好,有利于与切屑和工件分离。而且其熔点较高,有利于提高金属切削率,降低烟雾的形成,减少发生火灾的危险。
植物油分子的大小十分均匀,而矿物油分子的大小变化范围很大。因此,矿物油的物理特性,例如其在蒸发时和达到沸点时的粘度受到很大的影响,而植物油因蒸发和雾化造成的损耗却极低。这样可为人们营造出一个健康和清洁的工作环境。
钛合金加工的一些应用
航空行业一直是巴索公司的重点行业,全球许多航空制造企业都对巴索公司产品给予极高肯定。
巴索公司产品在使用的有
波音公司:论证号BAC 5008,BLASOCUT与VASCO系列
Rolls Royce罗尔斯罗伊斯公司:论证号CSS No 129&131 TYPE A,VASCO系列等
空中客车公司:VASCO系列等
GE航空发动机:BLASOCUT系列
EADS欧洲航宇防务集团:BLASOCUT与VASCO系列等等。。。。。。

图3:使用巴索切削液加工出的罗罗公司的航空发动机
对于钛合金加工来说,解决刀具磨损严重是一大课题,巴索公司的VASCO系列切削液很好的解决了问题。在某航空企业现场的对比数据显示巴索公司的产品比同行们节省刀具消耗50%以上
钛合金加工中不同切削液刀具磨损对比
切削速度35m/min,进刀量0.15mm
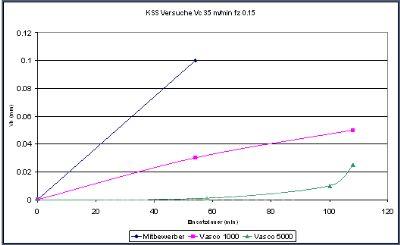
蓝色线:其它品牌切削液 粉色线:Vasco 1000 绿色线:Vasco 5000
图4:不同切削液加工钛合金刀具损耗比较
Pratt and Whitney普惠公司是一家著名的航空发动机生产商,在其一台蠕动磨床上,巴索的VASCO 5000有效解决了先前问题。
众所周知,磨削钛合金零件常见的问题是粘屑造成砂轮堵塞以及零件表面烧伤。其原因是钛合金的导热性差,使磨削区产生高温,从而使钛合金与磨料发生粘结、扩散以及强烈的化学反应。粘屑和砂轮堵塞导致磨削比显著下降,扩散和化学反应的结果,使工件被磨表面烧伤,导致零件疲劳强度降低,这在磨削钛合金铸件时更为明显。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈