点焊机器人工作站在轿车悬架横梁制造中的应用
满足沈阳华晨公司开发的“中华轿车”项目悬架部分的配套生产,针对该悬架产品的界各特点和质量要求,我公司建成了一条机器人焊接生产线,机器人型号选用UP130(由日本安川生产),现已成功地应用于焊接生产,现已为华晨公司批量提供悬架产品。在此就点焊机器人工作站在轿车悬架横梁制造中地应用作如下介绍。
1 中华轿车悬架横梁的结构
该悬架产品的结构特点为:由冲压成形的悬架本体与多个冲压成形的加强件进行组焊构成,整体结构为冲压焊接结构。点焊焊点较多。板材选用的型号为:Ste285,板厚为1.5-3mm。
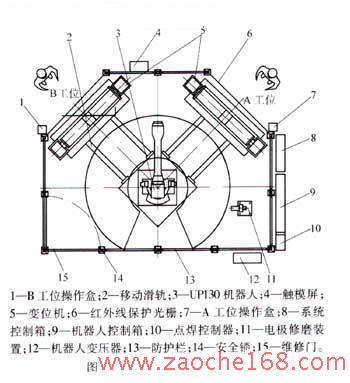
2 点焊机器人工作站的布置
点焊机器人工作站的布置如图1所示。
3工作原理介绍
3.1 系统工作原理图
系统工作原如图2所示

焊接控制箱是控制点焊钳的点焊、空打、加压、大开、小开等动作,并要保持与机器人控制箱的信息交流;机器人控制箱控制机器人动作、工件焊接;系统控制箱控制焊接起始与终止、夹具的动作、变位机的到位及锁紧、防护门的安全锁、操作按钮及急停按钮等,并协调各动作及安全互锁;操作方式采用触摸屏控制,触摸屏与可编程控制器之间的信息交流采用通讯方式,这样大大提高了系统的可靠性与柔性。
3.2 操作程序
首先接通机器人变压器、焊接变压器、系统控制箱、机器人控制箱各部分电源,再开启水、气总阀。并要保证调出示教编程器内的主程序,将触摸屏上的开关旋至“自动”档。然后就可以对工作站系统做“傻瓜式”的操作了。
A 工位由人工装件,按A工位操作盒的“夹紧”按钮,则焊接夹具气动夹紧工件,按A工位操作盒的“完工”按钮,则A工位变位机沿着移动滑轨将工件及夹具移到焊接位置,并锁紧定位,利用已经编好的机器人程序,机器人自动焊接A工位工件。同时B工位人工装件并气动夹紧后,按“完工”按钮,B工位变位机将工件及夹具移到焊接位置,并锁紧定位待焊,机器人焊完A工位工件,移至B工位焊接,同时A工位变位机沿移动滑轨将工件及夹具移到装卸件位置,人工卸件,并重复装件等动作。
4 焊接工艺
4.1 焊前准备
将冲压件放入浸蚀溶液中室温下浸蚀2-10分钟,去除冲压件表面氧化膜,浸蚀溶液配方为:w(H2SO4)为5%-10%、w(HCl)为2%-10%水溶液,加质量分数为2%的碘化亚纳(缓蚀剂)。然后用清水漂洗干净烘干待焊。
4.2 点焊规范
经焊接工艺试验,获得点焊机器人焊接工艺参数,见表1。按表中所给的参数焊接的多个试件,焊点经外观检验及力学性能试验,各项指标均满足设计要求。

5应用效果
A 与传统焊接方式相比,具有简单易操作性,大幅度提高了生产效率,降低了劳动强度;
B 焊接质量稳定,焊点成形美观。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈