夹持最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
夹持
>
夹持最新资料
夹持最新资料 第21页
加工中心刀柄
DINE是在韩国生产世界水准加工中心刀柄最好的厂商之一DINE用世界最先进的设备及技术和长期积累的经验,生产高质量的刀具,并不断进行技术革新以满足客户不断变化的需要。液压刀柄3微米以下的高精密度可以减少切削工具的磨耗,增加工具的寿命,还可以减少油压室的震动,..
加工中心
刀柄
刀具
阅读全文
加工中心刀具夹持系统,镗刀系统及车削中心动力刀座
美国帕莱克公司 加工中心刀具夹持系统,镗刀系统及车削中心动力刀座: 帕莱克加工中心刀具夹持系统: 帕莱克是美国著名的刀柄生产厂家之一,专业生产加工中心所需的各类刀柄。帕莱克专利的径向补偿 平衡 系统 ,在 3 分钟内 以25000 转 / 分的转速很方便的平衡到 G2.5 ..
夹持
镗刀
加工中心
车床
车刀
孔加工
刀具
阅读全文
新品推荐--加工中心刀具夹持系统,躺倒系统及车削中心动力刀座
转载 加工中心
夹持
加工中心
车床
车刀
刀具
阅读全文
刀柄系列
专业化生产、先进的制造技术保证了产品的高精度、高稳定性;完善的品种和规格:强力铣夹头刀柄、弹簧夹头刀柄、侧固式刀柄、套式铣刀柄及莫氏圆锥孔刀柄等。 株洲钻石
株洲钻石
刀柄
刀具
阅读全文
SWISS FLEX高精度HSK刀柄
瑞士SWISS FLEX高精度HSK刀柄,其优越的动平衡性能满足转速高达45000r/min的高速机床,广泛应用各种车铣中心
刀柄
刀具
阅读全文
HSK-A63(标准型)热胀刀柄
刀柄
刀具
阅读全文
VDI刀座选择简易图解
在VDI刀座的代号中,通常用1个字母表示其用途分类,如用A表示完全没有任何刀槽而让用户自行加工符合自身需要的刀座,用B代表径向刀座,用C代表轴向刀座,用D代表径向轴向两用刀座,用E代表回转刀具刀座等。其中B、C两类的选择相对比较困难,根据有关资料给出如下简易图解,希望..
刀具
阅读全文
VDI刀座结构简图
VDI刀座各组成部分 VDI刀座结构剖面图
刀具
阅读全文
爪卡盘的使用技巧
三爪卡盘又称三爪自定心卡盘,它根据工件装夹部分的圆周确定工件的回转中心,但它的定心精度不是很高。一般根据使用场合,在精车、磨削及使用万能分度头铣削精度较高零件等情况下,选用装夹精度较高的三爪卡盘,而在粗车和无形位精度要求的磨削、铣削等加工中,使用装夹精度较..
阅读全文
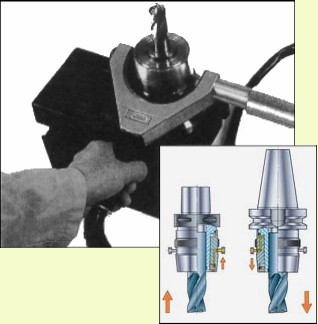
热胀系统使刀具精准夹持
热胀系统是一种刀具与刀柄间不介入任何物质的热装式工具夹紧方法,它可解决高速高精度加工中极为重要的平衡、振摆精度及夹紧强度等问题。 图1比尔兹(BILZ)热胀技术的特点 近年来,高速加工技术在零件加工及模具制造中得到了广泛的推广和应用,与此同时, 高速加工机床 对相..
刀具
阅读全文
热胀系统使刀具精准夹持
热胀系统是一种刀具与 刀柄 间不介入任何物质的热装式工具夹紧方法,它可解决高速高精度加工中极为重要的平衡、振摆精度及夹紧强度等问题。 图1比尔兹(BILZ)热胀技术的特点 近年来,高速加工技术在零件加工及模具制造中得到了广泛的推广和应用,与此同时,高速加工机床对相..
刀具
阅读全文
SHAVIV 零件修边器中新开发的Mango”芒果"可立刻刀柄
世界著名的螺纹加工刀具解决方案供应商以色列VARGUS(瓦格斯)公司同时又是零件修边器的著名品牌SHAVIV的拥有者,他新开发的Mango"芒果"可立刻零件修边器手柄,是重要的创新.
刀柄
刀具
阅读全文
帕莱克新型车削中心动力刀座
帕莱克于2006年11月在中国市场正式推出其车削中心动力刀座产品。这款新型动力刀座不仅选用优质配件(如美国格里森齿轮、NSK精密轴承等),而且运用了帕莱克独有的密封技术和对称性双轴承设计两项专利。 众所周知,动力刀座的密封是极为重要的,有些动力刀座的使用寿命只有半..
加工中心
车床
车刀
刀具
阅读全文
帕莱克新型车削中心动力刀座
帕莱克于2006年11月在中国市场正式推出其车削中心动力刀座产品。这款新型动力刀座不仅选用优质配件(如美国格里森齿轮、NSK精密轴承等),而且运用了帕莱克独有的密封技术和对称性双轴承设计两项专利。 众所周知,动力刀座的密封是极为重要的,有些动力刀座的使用寿命只有..
加工中心
车床
车刀
刀具
阅读全文
高精切削加工刀柄技术和工具系统的选择
高精加工的刀柄技术图1海德勒·洛克公司生产的油压夹头图2加工连杆孔组合刀具若想保证在高精切削加工中获得满意的加工精度,就应选择相应的刀柄技术及其工具系统。这一点往往未能引起人们的重视,可是实际上作为连接机床主轴和切削刀具发挥重要作用的刀柄,对所制造的零..
刀柄
刀具
阅读全文
DAT-SOM结合式铣刀柄
铣刀
刀柄
刀具
阅读全文
锁牙式刀柄
转载
刀柄
刀具
阅读全文
德国雄克产品----ROTA-NCO 及 ROTA-NCOF 液压动力卡盘
〖 名 称 〗:ROTA-NCO 及 ROTA-NCOF 液压动力卡盘 〖 简 介 〗:ROTA-NCO型卡盘为楔式无通孔动力卡盘,盘体厚度小,自重轻,卡爪行程长,夹紧力大。 ROTA-NCOF型卡盘则在ROTA-NCO型的基础上增加了离心力平衡装置,具有更好的高速性能。 〖 时 间 〗:2006年01月24日 〖..
雄克
阅读全文
德国雄克产品----TP 系列气动卡盘
〖 名 称 〗:TP 系列气动卡盘 〖 简 介 〗:气动楔式动力卡盘。此卡盘有6种规格,外径由125-315mm,中孔直径由26-105mm。在6bar标准气体压力下,夹紧力从20000N至120000N不等。公称最高许用转速值为3000转/分(最大直径卡盘)至4200转/分(最小直径卡盘)。 〖 时 间 ..
雄克
阅读全文
山特维克可乐满QS刀柄系统
山特维克可乐满的QS刀柄系统可以取代Citizen “Cincom”纵切机床上使用的常规刀柄,从而节约时间和提高生产率。 系统在机床上的快速调整是小零件加工取得成功的关键。当更换常规的一件刀柄时,一般需要5步,与之相比,QS套件通过将换刀步骤变换为两步,因而大大减少了停..
山特维克可乐满
刀柄
刀具
阅读全文
BILZ公司的的热胀刀柄
BILZ的热胀技术: 1.具有专利技术的更换片系统可防止工具过热,通过更换片系统可夹紧硬质合金钢和高速合金钢的刀柄直径范围在3-50mm; 2.具有专利技术的前端设计使得刀具插入轻而易举; 3.夹具圆周跳动小于0.003毫米; 4.夹具是过精确平衡处理; 5.通过运用热特种钢使得夹..
刀柄
刀具
阅读全文
BILZ公司的的热胀刀柄
BILZ的热胀技术: 1.具有专利技术的更换片系统可防止工具过热,通过更换片系统可夹紧硬质合金钢和高速合金钢的刀柄直径范围在3-50mm; 2.具有专利技术的前端设计使得刀具插入轻而易举; 3.夹具圆周跳动小于0.003毫米; 4.夹具是过精确平衡处理; 5.通过运用热特种钢使得夹..
刀柄
刀具
阅读全文
蓝帜金工优惠推出HSK63-A热胀刀柄
蓝帜金属加工技术集团(LMT)为更好的服务中国客户,2007年面向国内市场优惠推出一系列HSK63-A热胀刀柄。规格如下,现货供应! T0400/HSK-A63 T0600/HSK-A63 T0600-120/HSK-A63 T0600-160/HSK-A63 T0800/HSK-A63 T0800-120/HSK-A63 T0800-160/HSK-A63 T1000/HSK-A63 T10..
刀柄
刀具
阅读全文
山特维克可乐满QS刀柄系统
山特维克可乐满的QS刀柄系统可以取代Citizen “Cincom”纵切机床上使用的常规刀柄,从而节约时间和提高生产率。 系统在机床上的快速调整是小零件加工取得成功的关键。当更换常规的一件刀柄时,一般需要5步,与之相比,QS套件通过将换刀步骤变换为两步,因而大大减少了停..
山特维克可乐满
刀柄
刀具
阅读全文
山特维克可乐满QS刀柄系统
特维克可乐满的QS刀柄系统可以取代Citizen“Cincom”纵切机床上使用的常规刀柄,从而节约时间和提高生产率。 系统在机床上的快速调整是小零件加工取得成功的关键。当更换一件常规刀柄时,一般需要5个步骤,与之相比,QS套件通过将更换刀步骤变为两步,因而大大减少了停机时间..
山特维克可乐满
刀柄
刀具
阅读全文
数控机床刀柄系统的选择
工具系统的选择是数控机床配置中的重要内容之一,因为工具系统不仅影响数控机床的生产效率,而且直接影响零件的加工质量。根据数控机床(或加工中心)的性能与数控加工工艺的特点优化刀具与刀柄系统,可以取得事半功倍的效果。 1 数控机床常用刀柄的分类 与普通加工方法相..
刀柄
机床
刀具
阅读全文
高速切削中的刀柄技术
高速切削 是一个相对概念,并且随着时代的进步而不断变化。一般认为高速切削或超高速切削的速度为普通切削加工的5~10倍。根据ISO1940,高速主轴的转速至少要超过8000r/min。1978年CIRP切削委员会将高速切削定为500~7500m/min。也可以从不同的角度对切削速度进行细分,见表1..
刀柄
刀具
阅读全文
正确使用刀柄技术
获得正确的平衡 设计工程师有吃力不讨好的工作。他们永无止境地花费精力去约束公差和提高精度来同失效和停机作斗争。他们连年累月地提高设计精度到1微米左右。他们是完美注意者。 但是当刀具没有恰当平衡时他们的彻底认真和密切注意细节产生浪费。使用不平衡的刀具加工..
刀柄
刀具
阅读全文
高精切削加工刀柄技术和工具系统的选择
高精加工的刀柄技术 若想保证在高精切削加工中获得满意的加工精度,就应选择相应的刀柄技术及其工具系统。这一点往往未能引起人们的重视,可是实际上作为连接机床主轴和切削刀具发挥重要作用的刀柄,对所制造的零件是否达到相关标准的要求或变成废次品、对使用的切削刀具是..
刀柄
刀具
阅读全文
高精切削加工刀柄技术和工具系统的选择
高精加工的刀柄技术 若想保证在高精切削加工中获得满意的加工精度,就应选择相应的刀柄技术及其工具系统。这一点往往未能引起人们的重视,可是实际上作为连接机床主轴和切削刀具发挥重要作用的刀柄,对所制造的零件是否达到相关标准的要求或变成废次品、对使用的切削刀具是..
刀柄
刀具
阅读全文
高精切削加工刀柄技术和工具系统的选择
高精加工的刀柄技术 若想保证在高精切削加工中获得满意的加工精度,就应选择相应的刀柄技术及其工具系统。这一点往往未能引起人们的重视,可是实际上作为连接机床主轴和切削刀具发挥重要作用的刀柄,对所制造的零件是否达到相关标准的要求或变成废次品、对使用的切削刀具是..
刀柄
刀具
阅读全文
三爪卡盘实用修正方法
三爪卡盘使用日久会出现同轴度降低及喇叭口现象,直接影响加工精度及装夹可靠性。实践证明,用以下方法修正,简单实用,效果显著,不妨一试。 以正爪卡盘为例,先用外夹的方式夹紧一段适当直径的圆棒,开动机床,车削卡爪的外圆部分。然后用内撑的方式夹持一环形件,开..
阅读全文
正确使用刀柄技术
获得正确的平衡 设计工程师有吃力不讨好的工作。他们永无止境地花费精力去约束公差和提高精度来同失效和停机作斗争。他们连年累月地提高设计精度到1微米左右。他们是完美注意者。 但是当刀具没有恰当平衡时他们的彻底认真和密切注意细节产生浪费。使用不平衡的刀具加工..
刀柄
刀具
阅读全文
Accu-Fit静压膨胀式高精度铣刀刀柄
日本大昭和精机株式会社 大昭和新倍比弹簧夹头种类丰富,规格齐全,具有以下结构特点: □ 加套鼻端跳动精度1mm,刀具直径4倍处跳动3mm; □ 采用最理想的12°锥角的夹套,弹性变形均匀可靠,从而实现高精度夹持; □ 采用特别设计的带轴承的螺母,在锁紧时,螺母不会在夹..
铣刀
刀柄
刀具
阅读全文
帕莱克车削中心动力刀座-特别推荐
帕莱克车削中心动力刀座 --- 世界知名机床厂商的 OEM 供应商! 日本 (马扎克) SQT,MP 系列 日本 (森精机) CS,NL 系列 美国 (哈斯) SL20,SL30,SL40 系列 韩国 (大宇) PUMA 系列 日本 (西铁城) M , L , C , K 系列 美国 (罗密) GS 15M 系列
加工中心
车床
车刀
刀具
阅读全文
刀柄系统
·刀柄系统 热胀式刀柄特点 适合高速加工 刀具更换快又简捷 跳动精度精密及大扭矩 对称 , 超细设计 独特的紧凑加热单元 适用中心出水和 JET 2 夹套 用在 ER32 夹套夹头 Balanceable Systems 平衡式刀柄特点 适合高速加工 刀具安装后平衡精度高 -- G2.5 动平衡调整简易 可..
刀柄
刀具
阅读全文
刀柄系统
·刀柄系统 热胀式刀柄特点 适合高速加工 刀具更换快又简捷 跳动精度精密及大扭矩 对称 , 超细设计 独特的紧凑加热单元 适用中心出水和 JET 2 夹套 用在 ER32 夹套夹头 Balanceable Systems 平衡式刀柄特点 适合高速加工 刀具安装后平衡精度高 -- G2.5 动平衡调整简易 可..
刀柄
刀具
阅读全文
帕莱克加工中心刀具夹持系统
帕莱克加工中心刀具夹持系统 -----专业设计,精密制造! 高速加工的动平衡热缩式,ER弹簧夹头,强力铣刀柄和侧固式刀柄,刀柄规格有BT,DIN,HSK,CAT,Chiron和Morse锥度 标准ER弹簧夹套螺母夹持力比其他标准螺母大3倍 ■ 同心度 在3倍直径处小于3µm ■ 动平衡 ..
夹持
加工中心
刀具
阅读全文
提高刀具夹持力
电热夹紧式刀具采用大直径、加长的配合面可提高刀具夹持力的性能。 虽然有关于电热式夹紧刀具的标准,但是这些标准只涉及到电热式夹紧刀具的外部形式。对于电热夹紧刀具的内部结构,即直接与铣刀柄接触的部位,到目前为止也没有出台相应的规定。有人很早就建议,希望统一电..
刀具
阅读全文
Evermore[艾菲末] 刀柄
无扁尾莫氏锥孔刀柄 其拥有BT/CAT/SK规格 带扁尾莫氏锥孔刀柄 具有BT/SK/CAT三种规格 WER攻牙刀柄 EMC强力铣刀刀柄 其具有BT/SK/CAT规格 特点:超强的夹紧力 高刚性 密封防水 高精度 OZ筒夹刀柄 主要型号有BT30/40/50 SK30/40/50 CAT30/40/50
刀柄
刀具
阅读全文
首页
上页
16
17
18
19
20
21
22
23
下页
未页
雄克 SCHUNK 官方网站
雄克 SCHUNK 产品一览
雄克 SCHUNK 应用案例
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
EMAG 埃马克CIMT亮点剧透第四弹:主减速齿轮的「全自动化加工方案」
奎克好富顿化学品管理服务帮助全球客户全年减少2.1万吨废弃物,120万千瓦时能源,7.2万千克CO₂
2023年华南国际机器视觉及工业应用展览会邀请函
igus开发出全球首款适用于1000米以上长行程的自驱动拖链
易格斯E4Q拖链新增拓展横杆,用于安全引导大尺寸软管
延长使用寿命变得更简单:仅需三步即可定制个性化的智能拖链
Mitutoyo三丰 CIMT2023邀请函 | 未来测量的提案人
Inventor 在工业产品设计中的应用
中国航天科技集团:实现3D打印阀门壳体首次成功应用
欧特克公司诚邀您 4 月 27 日齐聚 AEC 高峰会,共享思维碰撞新盛宴!
业务转给中企,英特尔彻底退出5G基带,市场呈现一超一强局面
CIMT2023力劲邀请函|融合共赢,智造未来
产业观察:应给予半导体IP产业更多关注
CIMT ANCA展品抢先看(3)
CIMT ANCA展品抢先看(2)
CIMT ANCA展品抢先看(1)
CIMT ANCA展品抢先看(4)
通快扩建激光工厂
充气柜激光焊接致胜之选 | 通快TruLaser Weld 5000案例
API Galaxy五坐标RTCP高效测量应用
怎么才能让注塑机工艺稳定生产?(分析大全)
模具设计分型的10大原则
航空发动机 | 商用航空发动机数字化装配工艺
【迪恩机床】CIMT邀请函
融入大压铸时代|力劲集团出席2023年全国压铸行业年会——第十八届中国国际压铸会议
2023墨西哥塑料工业展览会|力劲高效率全电机、节能型两板机即将揭晓
力劲集团实验中心顺利通过CNAS认可
邀约函|山高中国2023创新领航媒体见面会
山高刀具技术速报 | 3D打印技术为刀具研发和生产创造新的可能性
VIP俱乐部 | 达诺巴特集团&埃克博格大连技术研讨会
Copyright © 1997-2023
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 刀具
刀具