夹持最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
夹持
>
夹持最新资料
夹持最新资料 第17页
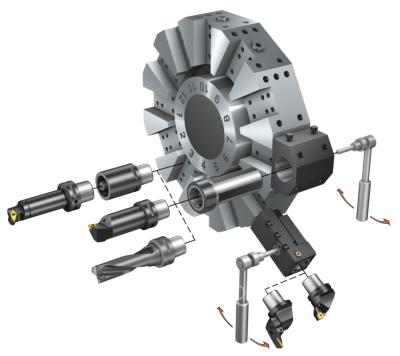
山特维克可乐满:快换夹紧单元为不同的机床转塔量身定制,优化加工性能
为您的机床选配快换夹紧单元,将机床实际切削时间最大化。 夹紧单元配置了山特维克可乐满的快换工具系统—可乐满Capto® ,实际应用证明它能在缩短停机时间、提高装刀和换刀效率中起到显著作用。 夹紧单元上的冷却液通道能传导从最新的CoroTurn HP切削头喷出的高压冷却液..
山特维克可乐满
机床
刀具
阅读全文
合理选择刀具的重要因素
切断工序考虑因素根据最近的一份国际调查结果显示,用户重视生产效率、加工稳定性、无故障切削、刀具寿命可预测性以及零件质量一致性,并将其列为切断工序主要的优先考虑因素。 切断工序面临的挑战切断工序看上去或许相当直截了当,并且也确实如此,但是为了在保证现代..
刀柄
刀具
阅读全文
五轴加工模具用HSC立铣刀及刀柄
为了提高模具加工效率,降低制造成本,可以采用五轴加工中心和五轴CAM加工技术,其优势是能选择最佳加工条件、提高加工精度和加工质量、实现工序集约化等。为达到这一目标,优化的高精度刀具和高性能刀柄(或刀夹)是不可或缺的要素。下面简要介绍ェム一ゲ·フラニヶニ株式..
立铣刀
铣刀
刀柄
刀具
模具
阅读全文
何时应对刀具和刀柄进行平衡
机床用户经常听说,必须对使用的刀柄进行平衡,但不清楚这种说法是否正确。假如不对刀柄进行平衡,会损坏机床或工件吗?正确的问题不应该是“应该对刀具和刀柄进行平衡吗?”而应该是“何时应对刀具和刀柄进行平衡”。 让我们首先解释一下不平衡性。在机床主轴中,存在..
刀柄
刀具
阅读全文
雄克所有切削任务的刀柄夹具系统
世界上没有满足各种切削加工要求的万能刀具夹头。每个刀具夹头系统都有其独到的优点,对刀具夹头有个性化用途和需求的用户必须进行测定。
雄克
夹头
刀柄
刀具
模具
阅读全文
电热夹紧:提高刀具夹持力的性能
电热夹紧式刀具采用大直径、加长的配合面可提高刀具夹持力的性能。 虽然有关于电热式夹紧刀具的标准,但是这些标准只涉及到电热式夹紧刀具的外部形式。对于电热夹紧刀具的内部结构,即直接与铣刀柄接触的部位,到目前为止也没有出台相应的规定。有人很早就建议,希望统..
刀具
阅读全文
同步控制的丝锥卡盘提高刀具使用寿命
在攻螺纹的作业中,最佳利用现代化CNC设备同步控制的丝锥卡盘可以在确保最高的工艺安全性和最好的表面质量的同时,使刀具的服务寿命提高到150%。在高速加工中,轴向力也比以往更好地得到阻尼。 REGO-FIXER和POWRGRIP刀具夹持装置在日常工业加工中,能够充分展示出其在..
立铣刀
铣刀
螺纹加工
机床
刀具
测量
航空
模具
阅读全文
如何选用高速切削加工用刀柄
为缩短生产周期,降低加工成本,各生产企业(如模具工业、汽车工业、航空航天业)都广泛采用高速切削加工技术。但在实际加工中,有些企业,其加工效果并未达到预期的目标。当然原因很多,但正确选用与高速运转的主轴相配合的刀柄是关键因素之一。机床主轴的高速运转如果没..
刀柄
刀具
阅读全文
选用高速切削加工用刀柄的方法
为缩短生产周期,降低加工成本,各生产企业(如模具工业、汽车工业、航空航天业)都广泛采用高速切削加工技术。但在实际加工中,有些企业,其加工效果并未达到预期的目标。当然原因很多,但正确选用与高速运转的主轴相配合的刀柄是关键因素之一。机床主轴的高速运转如果没..
立铣刀
铣刀
刀柄
机床
刀具
测量
润滑
模具
阅读全文
同步控制的丝锥卡盘提高刀具使用寿命
在攻螺纹的作业中,最佳利用现代化CNC设备同步控制的丝锥卡盘可以在确保最高的工艺安全性和最好的表面质量的同时,使刀具的服务寿命提高到150%。在高速加工中,轴向力也比以往更好地得到阻尼。 Rego-Fix ER和Powrgrip刀具夹持装置在日常工业加工中,能够充分展示出其在..
螺纹加工
刀具
阅读全文
可实现微量长度补偿的丝锥刀柄
随着加工中心的出现,特别是高速切削技术的迅猛发展,铣削、钻削等加工的效率迅速提高,但螺纹加工却成为整个机械加工中的一个瓶颈。为了解决这一难题,德国EMUGE推出了针对不同零件材料的高速丝锥,并且结合当今最先进的涂层技术,使丝锥的切削效率、耐磨性和使用寿命..
立铣刀
铣刀
螺纹加工
刀柄
机床
刀具
模具
阅读全文
对磨削刀具的高精度夹持
一种带有三重棱体导向和相互齿合卡爪的新型卡盘可以确保刀具磨削和磨锐时的高同圆度和重复精度。此外,还可以阻止摆动冲击现象。 在对整体硬质合金刀具磨削时,很多情况都取决于夹具。一方面,它应该尽量多样化,以涵盖尽量多种直径的刀柄;另一方面,刀具应该尽量被夹..
刀具
阅读全文
可替换工具头降低工具和加工成本
整体硬质合金制成的工具拥有较高性能,但其价格也相对昂贵。为了不再增加工具成本,越来越多的工具提供商为客户提供可替换的工具头,这些产品使用灵活,在铣削加工过程中提供很多优势。 市场有用于铣削、钻孔、磨削和车削的整体硬质合金可替换工具头。根据相应的几何原..
铣床
刀柄
刀具
阅读全文
国产HSK刀柄垄断国外品牌
随着机床向高速化、高精度化方向发展,主轴转速大幅提升,但要想发挥高速机床应有的切削精度与动态平衡能力,除了机床本身的良好设计外,挑选9009搭配合适的刀柄与切削刀具也是有效保护高速主轴寿命、保证机床正常运行的重要因素,攸关机床对工件切削加工时的整体表现与..
刀柄
刀具
阅读全文
2011年机床卡盘产品关注趋势
卡盘是机床上用来夹紧工件的机械装置。利用均布在卡盘体上的活动卡爪的径向移动,把工件夹紧和定位的机床附件。 机床是将金属毛坯加工成机器零件的机器,它是制造机器的机器,所以又称为”工作母机”或”工具机”,习惯上简称机床。 从搜索风云榜的数据分析,我们可以得..
机床
机械
阅读全文
雄克:电永磁夹持技术在工程领域的高效应用
工程技术人员使用永磁技术,实现被加工工件的快速、有效及安全的夹紧。电永磁技术已经全面地应用到加工领域,从磨削、铣削到车削,从起重设备吊具到机床上下料、码垛等辅助工装。其应用具有广阔的拓展空间,电永磁夹紧的解决方案可以节省达到80%以上的加工辅助时间,以..
雄克
铣床
机床
阅读全文
浅谈:刀柄材料及处理工艺
刀柄的材料 鹿角(STAG):原自野生牡鹿,经火烤之后呈现轻微的烤色,是一种非常优雅的随身小折刀材料。 骨节(BONE):原自天然的动物骨头,经挑选和加工后通常有特殊纹理,并可染上各种光亮的颜色,如绿色、兰色和黑色等。是一种最为通用的随身小折刀手柄材料。 G-10..
刀柄
刀具
阅读全文
HSK刀柄与切削刀具进步明显
随着机床向高速化、高精度化方向发展,主轴转速大幅提升,但要想发挥高速机床应有的切削精度与动态平衡能力,除了机床本身的良好设计外,挑选搭配合适的刀柄与切削刀具也是有效保护高速主轴寿命、保证机床正常运行的重要因素,攸关机床对工件切削加工时的整体表现与效率..
刀柄
刀具
阅读全文
零点夹持系统降低换装和辅助时间
无论是托盘、夹具、虎钳,还是工件,结合使用零点夹持系统,在确定零点的情况下,可以实现极快速的换装,且重复精度可达≤0.005mm。如果更多的设备工作台配备夹持板,则所有设备上的工装夹具可以实现更加灵活的使用。 传统的夹持技术始终不能放弃,但此类夹具最明显的缺..
夹持
阅读全文
虚拟加工可优化车削夹持状态
工件在夹持过程中会产生何种程度的变形?那一种夹持方案可以确保工件维持原有尺寸?现有的夹持器械如何可以得到最佳的运用?对于此类问题,虚拟加工将可给出有价值的答案。 很多人都曾经历过超大部件和超大尺度系统的加工,那时的设计人员大多重视安全系数,但今天,安..
车床
车刀
机械
阅读全文
正确的选用刀柄 能有效控制成本
由于刀具夹持方式的不同,尺寸精度、表面质量、换装时间和刀具磨损等大量因素都会受到影响。因此,刀柄对加工工件的质量和加工费用具有直接影响。 在切削加工中,刀柄是刀具与机床之间的关键性接口。在各个加工场合,是否选择了正确的刀柄会影响很多因素,如:尺寸精度..
刀柄
刀具
阅读全文
数控HSK刀柄市场呈良好发展趋势
第十二届中国国际机床展览会(CIMT2011)在北京举行,毋庸置疑,每一届的CIMT展会都是汇集最新技术的大舞台,对很多关心刀具技术发展的人来说,每一届的CIMT都是不得不去关注的。通过展会,可以在最短的时间内看到最全面的产品系列,通过比较,可以清晰发现产品和技术的发..
刀柄
刀具
机械
阅读全文
Liteline™ 精镗头及刀柄的全新范围
我们非常荣幸地向您介绍我们的Liteline™系列精镗头和刀柄。 Liteline™镗刀组件比传统的镗刀组件轻30-60%。由于重量轻,使它们更适用于有限制的ATC(自动换刀装置),并且能更快速地换刀、采用更快的主轴加速和更高的生产率。 产品特性和客户利益; 重量轻的精镗头和刀..
山高刀具
车床
车刀
孔加工
刀柄
刀具
阅读全文
雄克:做足产品线 服务好用户
一走进雄克的展台,记者就被雄克整体通透的深海色的蓝所深深吸引,禁不住联想起所有德国公司的背景色都呈现的深沉的、稳重的蓝。象征着德国企业严谨的科研态度和海一般博大的胸怀。 雄克深蓝色的展台前 CIMT是雄克公司重点参展的展会之一。在雄克展台一隅,我们采访到雄..
雄克
夹持
阅读全文
台湾正河源邀您共聚CIMT2011展会(展位号:E5-B116)
台湾正河源 台湾正河源 心源 刀柄
正河源
CIMT
刀柄
刀具
阅读全文
山高的新型及创新产品
充满机遇的组合包 欢迎了解Seco News 2011-1,我们将以全新方式来介绍山高的新型及创新产品。今年的春季版本中包含许多更新产品。 Seco News 以一种组合包形式综合所有新产品,帮您轻松获得刀具研发的最新信息以及加工技巧。 内容具有预测性、充实、易于操作和理解。 从..
山高刀具
车床
铣床
车刀
孔加工
刀柄
刀具
阅读全文
山高刀具联系方式
我们用行动向客户承诺,我们在倾听以理解并且致力于满足客户的需求。我们全方位的关注,并提供制胜的解决方案。 山高刀具(上海)有限公司 地址:上海市钦州北路1001号12栋4层 200233 电话:+86 21 54265500 传真:+86 21 64855685 山高刀具(上海)有限公司北京办事处 ..
山高刀具
车床
铣床
车刀
孔加工
刀柄
刀具
阅读全文
2010年台湾对韩国机床市场出口迅速发展
2010年台湾对韩国市场出口快速成长。其中综合加工机对韩之出口较2009年成长325%;车床出口成长率也达到232%。在零组件方面,韩国是台湾出口排名前3名地区,皆较 2009年出口额有超过200%的成长幅度,產品包括:滚珠螺桿、线性滑轨、工作物夹持器、分度头、其他工具机特殊..
机床
阅读全文
帕莱克热缩仪
ISG-3200WK热缩仪把电感应加热装置与水冷装置完美结合,通过全新的设计使得刀柄加热和刀柄冷却过程一次性完成。通过已设定的程序控制高频电磁感应加热时间,刀柄加热完毕后,自动下降至冷却位置,在冷却位置上刀柄受到冷却液的四面冲洗,在设定的冷却冲洗时间结束后,刀..
刀柄
刀具
阅读全文
控制丝锥卡盘 提高刀具寿命
在螺纹的工作中,最佳利用现代化CNC设备同步控制的丝锥卡盘可以在确保最高的工艺安全性和最好的表面质量的同时,使刀具的服务寿命提高到150%。在高速加工中,轴向力也比以往更好地得到阻尼。 REGO-FIXER和POWRGRIP刀具夹持装置在日常工业加工中,能够充分展示出其在夹..
螺纹加工
刀具
阅读全文
机床配件中心架的使用与技巧
机床配件中心架的使用技巧 (1)中心架的应用形式 1)将中心架支承在工件中部合适的支承面上,将中心架支承在辅助套筒上。 2)一端夹住,一端用中心架支承,这种使用形式多用于车削端面和中孔,以及车削长轴上的深孔,如车削或修复车床尾座套筒的圆锥孔等。 (2)中心架的操作..
车床
机床
机械
阅读全文
车床中心架的使用
车床中心架的使用 当车床工件可以分段切削时,可以将中心架架在某一个支承面上。车床这样,使L/d的比值按支承处的位置成比例降低,而工件的刚性则增加数倍。 支承面的车削 中心架的支承面,是车床车削工件的基准面,它直接影响工件的加工质量,所以支承面必须与主轴旋转..
车床
机械
阅读全文
在数控车床单动卡盘上加工
当小批量加工长度较短、偏心距较小的偏心工件时,可装在四爪单动卡盘上加工。数控车床其加工步骤是: 1)锻造或圆钢下料,必要时应进行正火或调质处理。 2)车两端平面。 3)按工件最大直径车成圆柱体光轴。 4)划线,数控车床划线的基本方法是: ①将划线表面涂有显示剂的..
车床
机械
阅读全文
德国雄克将携主打产品亮相CIMT2011(展位号:E5-D211)
德国雄克公司将携主打产品,亮相北京4月的CIMT展会, 以下为亮点展品 Highlights。 VERO-S 新一代快换夹持系统 零定位夹持,夹持力高达 40000N ; 专利的快速夹紧行程; 夹紧定位销适用于所有的夹紧模块(规格从 90 到 176 ); 完全配备免维护的不锈钢模块; VERO-S 完..
雄克
CIMT
夹持
阅读全文
高速加工对刀具夹头的新要求
现如今,对于高速加工而言,刀具 夹头 对于生产的可靠性、加工精度和总成本效应的影响尤其重要。刀具夹头必须是平稳或者易于平稳的,必须具有足够的夹紧力,必须足以应对车间的生产以及各式各样的切削刀具。 当要以15000r/min以上的主轴转速进行高速加工时,人们可能就..
夹头
机床
刀具
阅读全文
自动刀具安装器用于铣削刀柄TC-1
根据客户要求生产;机构简单,操作容易;可防止工人安装刀具时用力过大而受伤。
铣床
刀柄
刀具
阅读全文
新型丝锥刀柄DTN
紧凑型设计细柄型刀柄;丝攻力得到改善;丝攻范围M3~M38。 由于具有扭矩过载保护装置可防止丝锥断裂;刀具更换简便快捷 ;丝锥夹套一触及可换下;具有张力和弹力的丝锥刀柄。
螺纹加工
刀柄
刀具
阅读全文
超高速弹簧筒夹夹头刀柄
弹簧筒夹夹头刀柄用于超高速与高精度加工,全研磨刀柄与特殊处理螺母的使用比普通弹簧筒夹夹头刀柄增加50%加紧力。 由于使用轴承套型螺母(PRG型)可保证在高转速条件下高精度加工。
夹头
刀柄
刀具
阅读全文
DINE 高速铣削夹头刀柄HPM
圆柱型螺母;加紧力强;各种型号;各种类型:HSK型、BT型、SK型 ;最大夹持直径∮42㎜;通过防止灰尘微粒,切削以及冷却液的进入,刀具寿命得到改善;内冷型为标准型 ;表面特殊处理。
夹头
铣床
刀柄
刀具
阅读全文
DINE 新型强力铣削夹头刀柄 NPM
强大的夹持力保证新型强力铣削夹头刀柄可被用于重型切削,加工精度高; 通过防止灰尘,切屑和冷却液的进入,刀具耐用性得到改善; 通过吸收加工过程中产生的震动,夹持力得到了改善; 装卸平滑。
高耐大因
夹头
铣床
刀柄
刀具
阅读全文
首页
上页
12
13
14
15
16
17
18
19
20
21
22
23
下页
未页
雄克 SCHUNK 官方网站
雄克 SCHUNK 产品一览
雄克 SCHUNK 应用案例
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
施耐德电气:以数字化赋能冶金行业绿色智能化转型
应用多样化、方案成套化 GMCC&Welling“冷暖系统级解决方案”闪耀2023中国制冷展
2023 CIMT 精彩展品抢先看!
CIMT2023部分展期活动
“观展小助手”助您高效参观CIMT2023
海德汉全新图形化6自由度工件找正功能︱TNC7数控系统亮相CIMT展会(之四)
海克斯康直播预告 | 锂电前沿检测干货来袭,护航绿色能源高质量发展
海克斯康新一代影像仪OPTIV G:延续经典,性能突破
海克斯康邀请函 | 中国国际机床展,海克斯康诚邀您的莅临
2023年3月船舶行业重点信息回顾
CREAFORM 形创 X CIMT 2023,现场活动、技术讲堂提前大揭秘!
新起点,新形象,新升级|力劲塑机即将亮相Chinaplas2023国际橡塑展
CIMT开幕在即,雄克期待与您线下相聚!
『达诺巴特集团』制造机床的机床
达诺巴特CIMT展出预览(下) | 荣耀盒,面向未来的工具箱
4月10号,我们一起去欧士机展台看新产品
展会预告 | igus为食品饮料设备提供经久耐用的卫生级解决方案
锂电池车间等低露点环境下的电缆要怎么选?
更卫生、更易清洁的igus食品级回转环轴承
CIMT亮点剧透:VLC 200 GT——新能源车变速器部件加工“利器”
川崎重工交付第7艘84000方LPG双燃料VLGC
埃马克CIMT亮点剧透第九弹:新能源车电机轴全自动生产线
“三合一”初试告捷!江南造船首艘93000方VLGC完成试航
发现精彩,“礼”遇“智”造|CIMT 2023现场活动预告篇
喜讯 | 雷尼绍激光拉曼广州实验室揭幕
雷尼绍全网首发|CIMT 2023神秘展品预告来袭
CIMT2023|相聚北京,共赏精密尺寸测量新技术
2023年1-2月机床工具行业经济运行简讯
力劲集团深圳领威科技获授广东鸿图“技术贡献奖”
塑料模具制作过程和设计实例
Copyright © 1997-2023
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 刀柄
刀具
刀柄
刀具