首页
|
新闻
|
产品
|
技术
|
案例
|
方案
|
动工业
|
专题
|
在线研讨会
|
展会
|
下载
|
智能制造
国际金属加工网
>
最新资料
最新资料 第2775页
铰孔加工问题产生的原因及解决措施
在铰孔加工过程中,经常出现孔径超差、内孔表面粗糙度值高等诸多问题。 问题产生的原因 孔径增大,误差大 铰刀外径尺寸设计值偏大或铰刀刃口有毛刺;切削速度过高;进给量不当或加工余量过大;铰刀主偏角过大;铰刀弯曲;铰刀刃口上粘附着切屑瘤;刃磨时铰刀刃口摆差超差..
孔加工
阅读全文
GX1000 Plus 加工中心
哈挺高性能GX可配置成高速、高扭矩立式加工中心,高主轴转速,快速移动速度,快速换刀速度。高扭矩用于大切削量的加工,配备了大尺寸的液珠丝杆。
加工中心
阅读全文
德国雄克产品----ROTA-NCO 及 ROTA-NCOF 液压动力卡盘
〖 名 称 〗:ROTA-NCO 及 ROTA-NCOF 液压动力卡盘 〖 简 介 〗:ROTA-NCO型卡盘为楔式无通孔动力卡盘,盘体厚度小,自重轻,卡爪行程长,夹紧力大。 ROTA-NCOF型卡盘则在ROTA-NCO型的基础上增加了离心力平衡装置,具有更好的高速性能。 〖 时 间 〗:2006年01月24日 〖..
雄克
阅读全文
切削用量的合理选择
切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有着非常重要的影响。所谓“合理的”切削用量是指充分利用刀具切削性能和机床动力性能(功率、扭矩),在保证质量的前提下,获得高的生产率和低的加工成本的切削用量。 一..
阅读全文
德国雄克产品----TP 系列气动卡盘
〖 名 称 〗:TP 系列气动卡盘 〖 简 介 〗:气动楔式动力卡盘。此卡盘有6种规格,外径由125-315mm,中孔直径由26-105mm。在6bar标准气体压力下,夹紧力从20000N至120000N不等。公称最高许用转速值为3000转/分(最大直径卡盘)至4200转/分(最小直径卡盘)。 〖 时 间 ..
雄克
阅读全文
切削液的主要作用
1、 冷却作用 通过它和因切削而发热的刀具、切屑和工件间的对流和汽化作用把切削热从固体(刀具、工件)处带走,降低切削温度,减少工件和刀具的热变形,保持刀具硬度和尺寸。 2、 润滑作用 在切削加工中,刀具与切屑,刀具与工作表面之间产生摩擦,切削液就是减轻这种摩擦,形成..
润滑
阅读全文
刀具切削参数
切屑量:刀具每个刀槽切去材料的量 进料速率:刀具每个刀刃进入工件的速率——英寸/每分 英寸/每分(IPM):刀具每分钟内进入工件的线形距离,用英寸表示。 切削深度(DOC):端铣刀沿轴向方向进入部件表面后的深度。使用电脑数控机器铣削时,通常以Z轴方向为标准。 英寸/每转(IPR..
刀具
阅读全文
立铣刀基本常识
铣刀用于在铣床上进行开槽和加工精密外型部件的操作。我们日常生活当中的许多东西都可通过铣削工序来制造。如果不使用这些铣削刀具,生产那些东西是很费成本的,只有几美圆的东西生产起来或许要花费数百甚至数千美圆。 正确的选择和使用立铣刀对于整个加工过程来说至关重..
立铣刀
铣刀
刀具
阅读全文
纳米晶硬质合金的组织性能及应用
物理学界的研究认为,当材料颗粒不断减小,直到进入凝聚态物理学中的特征长度,如电子的波长,平均自由程长度,将会出现一种物理极限。这时,很多传统的物理规律将不复存在,而出现光、电、磁、化学、机械性能的奇异变化,构成全新的“介观物理”领域。这时,材料颖粒尺度在100nm..
阅读全文
钛基硬质合金综述
钛基硬质合金是一种优异的工程材料,用其制作的刀具耐磨性可比传统的WC基硬质合金高3~5倍。文中介绍了钛基硬质合金的种类、性能及应用。 一、钛基硬质合金的性能 钛基硬质合金是以TiC或Ti(C,N)为主要成份(占60%~80%以上),Ni-Mo或Ni-Co-Mo作粘结相的硬质合金。钛基硬质合..
阅读全文
硬质合金牌号及性能
立帜 硬质合金牌号及性能
阅读全文
德国雄克产品----Tendo-静压膨胀式刀具夹头
〖 名 称 〗:Tendo-静压膨胀式刀具夹头 〖 简 介 〗:静压膨胀式刀具夹头是德国雄克公司生产的一种超高精度的刀具夹头,集快速装刀、高精度和强力夹紧于一身,是高速切削加工最理想的选择。 〖 时 间 〗:2006年03月17日 〖 特征及详细说明 〗: 静压膨胀式刀具夹头的..
雄克
夹头
刀具
阅读全文
不锈钢材料特性
1、铁素体型不锈钢:其含Cr量高,具有良好而性及高温抗氧化性能。 2、奥氏体不锈钢:典型牌号如/Cr18Ni9,/Cr18Ni9T1无磁性,耐蚀性能良好,温强度及高温抗氧化性能好,塑性好,冲击韧性好,且无缺口效应,焊接性 优良,因而广泛使用。这种钢一般强度不高,屈服强度低,且不能通过热..
阅读全文
棒材机械性能
棒材机械性能:(抗拉强度) 状态抗拉强度硬度(HB) 08F热轧≤131 08F经热处理30183560—— 10热轧————≤137 经热处理34213155—— 热轧、锻制32183055—— 冷拉45—850—≤187 冷拉钢退火30—2655—≤143 热轧————≤143 经热处理38232755—— 热处理状态—————..
机械
阅读全文
铝合金知识
强度/质量大,工艺性好,或用于压力制造及铸造,焊接,目前广泛用于飞机、发动机各种结构上。 1、变形铝合金: 1.1防锈铝: A1-Mn及A1-Mg系合金(LF21、LF2、LF3、LF6、LF10)属于防锈铝,其特点是不能热处理强化,只能用冷作硬化强化,强度低、塑性高、压力加工性良好,有良下的抗..
阅读全文
结构钢特性
08F冷塑性好,易成形;焊接性能优良,时效敏感;切削加工性,冷拉正火态较退火态良好。 10冷塑性好,板材正火或高温回后性能及佳,切削性,冷拉正火较退火态好,易焊接。 35冷塑性尚好,各种焊接性能良好;切削性好;用于制作受力不大的机械零件及中小尺寸锻件。 45中碳优质多强度..
阅读全文
高速切削加工中刀具材料的选用
一、前言 20多年前,高速切削主要用于航空航天工业的铝合金加工,随着新型刀具材料的不断涌现,人们开始从事普通钢、铸铁、高强度钢、高温合金、钛合金及复合材料等的高速切削研究工作,并不断取得新的成果。 我国尽管还没有自制的高速切削生产设备,但已有一部分企业进口了..
刀具
阅读全文
钨基硬质合金的性能
YT类合金,ISO称为P类(主要成份为WC-TiC-Co);YG类合金,ISO称之为K类(主要成份为WC-Co)。 硬度 碳化物WC、TiC等的硬度很高,所以合金整体也就有高硬度,一般在HRA89~93之间。硬质合金的硬度值随碳化物的性质、数量和粒度而变化,又随粘结剂含量的增多而降低。在粘结剂含量相..
阅读全文
德国雄克产品----KONTEC 基座
〖名 称〗:KONTEC 基座 〖简 介〗:刚性高,重复定位精度高。 〖特征及详细说明〗: 它的主要形式和优点 安装在工作台上,刚性高 重复定位精度高 ≤ 0.005 mm 或者 ≤ 0.01mm 自然状态为夹紧状态,分手动松开或者气动松开 安装在上面的夹具更换迅速 夹紧力大,单个..
雄克
阅读全文
刀具的材料及其应具备的性能
刀具材料是决定刀具切削性能的根本因素,对于加工效率、加工质量、加工成本以及刀具耐用度影响很大。使用碳工具钢作为刀具材料时,切削速度只有10m/min左右;20世纪初出现了高速钢刀具材料,切削速度提高到每分钟几十米;30年代出现了硬质合金,切削速度提高到每分钟一百多..
刀具
阅读全文
刀具是模具精度的精髓
如果说到加工中心的选择,在几年前,若是选择了具有高速ATC(自动刀具交换装置)和高速APC(自动工作台交换装置)功能的设备,是个非常明智的决定,因为当时追求的是无人化、自动化的功能。但是,对於一台机器,如果只需要触动一下操作键就可以工作,那无论是谁都可以操作。归根到..
刀具
模具
阅读全文
全国数控技术高级学习班热招中
为振兴我国装备制造业,贯彻科教兴国战略,提高企业科技人员的数控加工技术水平、管理水平和创新能力,促进高素质人才成长,提高企业的数控加工水平,增加企业竞争力,北京市职工技术协会及所属金属切削委员会决定于2007年3月31日~4月9日即第十届中国国际机床展览会前,在北京..
阅读全文
刀具使用安全知识
一、请不要在不合适的切削条件下使用。 请将产品目录中所记载的切削条件表内的参数作为新的加工工作开始时的大致标准。因为切削而出现异常的震动或响声时,请调整切削条件。 二、请不要使用磨损严重,有缺口的刀具。 连续地使用磨损严重、有缺口的刀具,会引起破损,在装上..
刀具
阅读全文
发那科机器人美国公司推出其首个机器人视觉系统
近日,发那科机器人美国公司(FANUC Robotics America, Inc.)推出其首个机器人视觉系统iRVision。该系统专为FANUC R-J3iC系列新型控制器而设,具备使用简便、高度集成化的特点,为机器人导向和过程反馈方面提供一种单一化的技术。 FANUC iRVision系统利用一个二维机器..
FANUC
机器人
阅读全文
发那科S-900iA系列机器人
最大有效负载: 440kg 最大作用范围: 2488 可重复性: +/- 0.5mm 轴: 6 运动速度: J1:95mm/秒 J2:95mm/秒 J3:95mm/秒 J4:100mm/秒 J5:100mm/秒 J6:160mm/秒 运动范围: J1:300 J2:115 J3:145 J4:720 J5:250 J6:720 可靠性特性: 特性: ●多重控制器型号..
FANUC
机器人
阅读全文
全国高速切削技术学习班招生
为了振兴我国机械制造业,贯彻科教兴国、人才强国战略,提高企业科技人员的技术、管理水平,提高企业的刀具切削效率和加工质量,增加企业竞争力,北京市职工技术协会及所属金属切削委员会定于2007年4月2日~4月9日即第十届中国国际机床展览会前在北京市举办全国高速切削技术..
阅读全文
全国数控机床故障诊断与维修学习班热招中
为了振兴我国机械制造业,提高数控机床应用水平,充分发挥数控机床经济效益,北京市职工技术协会及所属金属切削委员会定于2007年4月1日~4月9日即第十届中国国际机床展览会前在北京市举办全国数控机床故障诊断与维修学习班。学习班将邀请国内同行业知名专家授课。 招生对象..
机床
阅读全文
中捷机床公司完成普镗变频电机系列产品设计
为扩大海外市场的销售收入,在提高普通镗床性能、可靠性的同时,达到简化机床结构、降低维修成本的目的,中捷机床有限公司面向市场、面向用户,进一步完善了变频电机的普镗系列产品。自变频电机代替普通电机首次在TPX6111C/3普通镗床上采用后,不仅给普镗系列产品增加了..
机床
阅读全文
US250数控工具磨床及产品加工工艺
近年来,我国汽车、发电设备、模具制造等行业从国外大量引进了各类加工中心及配套数控刀具。为配合上海通用汽车有限公司各类引进数控刀具的有效使用及国产化工作,我公司成立了刀具刃磨中心,并专门从丹麦SORENCO公司引进了当今世界较先进的数控工具磨床,使我公司的刀..
磨床
阅读全文
凸显成本优势---模具制造新技术
随着模具制造的技能化逐步向科学化发展,原来依靠主模型和绘制图形制造汽车覆盖件模具的传统方法,逐步由CAD/CAM终端将由数字描述的汽车覆盖件形状转为加工轨迹的方法所取代。用电话线路遥控加工过程则又将模具制造科学化的水平推向一个新高度。回顾以前,在加工用具有于..
模具
阅读全文
日本速技能机械的自动钻孔装置可一次完成直径19mm以上钻孔,加工时间缩短1/3
图:能够迅速加工出深孔的自动钻孔装置日本速技能机械公司(SuginoMachine)开发出了适合于大口径深孔加工的自动钻孔装置“SelffeederMechatrickSSM5形”,并在2006年11月1日~8日举办的“第23届日本国际机床展(JIMTOF2006)”上进行了展示(图)。此装置在结构上对主..
孔加工
机械
阅读全文
山特维克可乐满QS刀柄系统
山特维克可乐满的QS刀柄系统可以取代Citizen “Cincom”纵切机床上使用的常规刀柄,从而节约时间和提高生产率。 系统在机床上的快速调整是小零件加工取得成功的关键。当更换常规的一件刀柄时,一般需要5步,与之相比,QS套件通过将换刀步骤变换为两步,因而大大减少了停..
山特维克可乐满
刀柄
刀具
阅读全文
上海市发那机器人------SR Mate 200iA
SR Mate 200i是一种为注模机维护和物料输送而设计的模块结构、电伺服驱动机器人。导轨安装机器人是为精确、高速操作、友好的用户界面装置和最大可靠性得以实现而设计的。 最大有效负载: 8kg 最大作用范围: 1158 可重复性: +/- 0.1mm 轴: 6 运动速度: J1:2,000mm/..
机器人
阅读全文
新型FTB20系列沸腾冷却床由双星研制成功
双星机械总公司积极创造自己的特色新技术,为应对砂型铸造生产中流动性能较好的型砂热砂化趋势,双星机械总公司研究院专门组织人员进行市场调研,立项攻关。工程技术人员在认真调研的基础上,并借鉴国外先进技术,近期终于在砂处理热砂冷却领域实现了重大突破,解决了国..
阅读全文
虚拟机床加工系统研究
作者:哈尔滨工业大学张铁军袁哲俊姚英学刘华明1概述虚拟机床加工系统的研究工作最早是由美国提出的。美国伊利诺伊大学主持成立的虚拟机床研究机构和美国NIST都投入了大量的人力、物力开展虚拟机床的研究与开发工作。前者的工作主要按机床行为建模和过程建模两部分进行..
机床
阅读全文
数控加工工序的设计
数控加工工序设计的主要任务是为每一道工序选择机床、夹具、刀具及量具,确定定位夹紧方案、走刀路线、工步顺序、加工余量、工序尺寸及其公差、切削用量和工时定额等,为编制加工程序做好充分准备。(1)确定走刀路线和工步顺序走刀路线是刀具在整个加工工序中相对于工件..
阅读全文
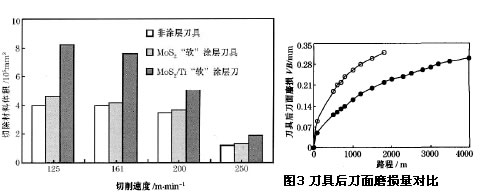
“软”涂层刀具的发展与应用
1 引言 刀具涂层将刀具基体和涂层材料的优良性能相结合,既保持了基体良好的韧性和较高的强度,又具有涂层的高硬度、高耐磨性和低摩擦系数,从而使刀具的切削性能大大提高。自硬质涂层刀具问世以来,化学气相沉积(CVD)技术和物理气相沉积(PVD)技术相继得到发展,刀具涂..
刀具
阅读全文
经济型数控车床钻孔工艺的改进
引言数控车床是按照输人的零件加工程序运行工作的。零件的加工程序中,包括刀具和工件的相对运动轨迹、主轴的启停、主轴转数、吃刀深度、走刀量、刀具的自动更换以及冷却液的开关等,功能十分强大。但在CK6140-I经济型数控车床上钻孔,仍然是在车床尾座上安装钻头,通过..
车床
孔加工
阅读全文
KUB Duon双刃钻头的加工应用领域得以扩展
KOMET公司研制的KUBDuon双刃钻头,其应用领域现已扩展到难断屑钢及铝合金材料的钻削加工,改变了以往仅能用于普通钢、铸铁加工的历史。而为了达成加工范畴的扩展,KOMET采用了高韧性合金材质并为该钻头配置特殊断屑槽刀片,同时针对铝合金材料的高粘性特征研发出特殊的..
钻头
孔加工
阅读全文
扬大研制出“百变”模具
零部件与模具的关系好比一个萝卜一个坑,一批零部件加工结束模具也就闲置了。扬州大学机械工程学院师生共同努力,研制出了“百变”模具,像“变形金刚”一样,可快速地重构成各种形式的模具成形面,起到“以一当百”作用。昨日又传来喜讯,这一“杆系柔性成形新型模具”..
模具
阅读全文
首页
上页
2770
2771
2772
2773
2774
2775
2776
2777
2778
2779
2780
2781
2782
2783
2784
2785
2786
2787
2788
2789
2790
2791
2792
2793
2794
2795
2796
2797
2798
2799
2800
2801
2802
2803
2804
2805
2806
2807
2808
2809
2810
2811
2812
2813
2814
2815
2816
2817
2818
2819
2820
2821
2822
2823
2824
2825
2826
2827
2828
2829
2830
2831
2832
2833
2834
2835
2836
2837
2838
2839
2840
2841
2842
2843
2844
2845
2846
2847
2848
2849
2850
2851
2852
2853
2854
2855
2856
2857
2858
2859
2860
2861
2862
2863
2864
2865
2866
2867
2868
2869
2870
2871
2872
2873
2874
2875
2876
2877
2878
2879
2880
2881
2882
2883
2884
2885
2886
2887
2888
2889
2890
2891
2892
2893
2894
2895
2896
2897
2898
2899
2900
2901
2902
2903
2904
2905
2906
2907
2908
2909
2910
2911
2912
2913
2914
2915
2916
2917
2918
2919
2920
2921
2922
2923
2924
2925
2926
2927
2928
2929
2930
2931
2932
2933
2934
2935
2936
2937
2938
2939
2940
2941
2942
2943
2944
2945
2946
2947
2948
2949
2950
2951
2952
2953
2954
2955
2956
2957
2958
2959
2960
2961
2962
2963
2964
2965
2966
2967
2968
2969
2970
2971
2972
2973
2974
2975
下页
未页
海克斯康 HEXAGON 官方网站
海克斯康 HEXAGON 产品一览
海克斯康 HEXAGON 应用案例
美国自动精密工程 官方网站
美国自动精密工程 产品一览
美国自动精密工程 应用案例
法如 FARO 官方网站
法如 FARO 产品一览
法如 FARO 应用案例
海克斯康携手青岛工程职业学院共建“海克斯康技能认证培训中心”
海克斯康OCTAV HP入选工信部主办高端仪器论坛首发产品
AI+影像测量,强强联合让检测效率与精度双提升
海克斯康荣获首届制造业智能化解决方案创新大赛二等奖及优秀作品奖
大会日程 | 邀您共赴海克斯康2024“世界计量日”主题大会
专题系列线上研讨会 | 聚焦零部件表面精密加工整体解决方案,推动新质生产力的发展!
消费电子产业越来越“卷”!制造商如何借数字化之力逆袭?
达诺巴特参加2024年斯图加特磨削展
客户优享整机 | PMG-W20000交付案例 | 展厅现货快速交付PMG-12000
达诺巴特战略收购美国列车车轮维修公司Delta Wheel Truing Solutions
涨知识!切削液使用过程中常见问题及解决方案
百超激光上下料系统ByTrans Extended
海德汉全新TNC 7数控系统创新的功能
质量管理 | 质量大数据管理系统助力模具行业数字化转型
生产制造 | 产品加工-海克斯康工业软件 EDGECAM 2024新功能增强之-五轴联动加工
线下培训 | 五月最后三场CAE免费培训,速来报名!
设计仿真 | 直播预告-Actran 2024.1新功能介绍
直播预告-质量难题怎么破?企业数字化转型看这篇
Mazak活动预告 | DISCOVER 2024 自动化及综合应用展示会
API Radian激光跟踪仪工业机器人标定应用纪实
极限挑战| 雷尼绍FORTiS™封闭式光栅极端测试结果竟然是……
润滑油抗泡剂选择与注意事项
探索折弯新境界:萨瓦尼尼第二届技术研讨会带你玩转多边折弯新高度!
邀请函 | 润滑油品经销代理商年度重磅活动,6月上海国际润滑油展邀您参与!
树立行业新标杆,福斯中国高性能润滑脂工厂正式投产
开启报名| 2024 ANCA年度刀具大赛
诚邀6月DMC参观 | 一汽模具制造——致力于提供白车身极致解决方案
轮毂单元钻孔—OSG有自己的提案
负载升级,应用更广 | 库卡KR CYBERTECH nano弧焊机器人铸造工业焊接未来
全球第一!中国造船业综合竞争力全面超越韩国
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有